-
Продукты
-
 Металлические OEM-запчасти
Металлические OEM-запчасти

Алюминиевые детали для литья под давлением
HULK Metal предоставляет профессиональные услуги по производству алюминиевых деталей для литья под давлением. У нас есть тысячи квадратных метров заводов. Оборудование для литья алюминия под давлением может обрабатывать тысячи тонн продукции и единая полностью автоматическая производственная линия. Годовой объем производства алюминиевых деталей для литья под давлением может достигать десятков миллионов долларов. Мы полностью способны предоставить вам производственные услуги OEM. У нас есть группа контроля качества, и мы предоставляем услуги по обеспечению качества, чтобы гарантировать, что ваши продукты могут достичь 100% проходимости. Мы также можем предоставить вам различные виды обработки поверхности, такие как пескоструйная обработка, очистка щеткой, полировка, резка до блеска, анодирование, двухцветное анодирование, напыление, синтез и т. д. Мы производим алюминиевые детали для литья под давлением, которые используются во многих отраслях промышленности, таких как радиаторы, электроника, бытовая техника, автомобили и украшения.
+ Читать далее
Литье деталей
HULK Metal имеет 16-летний опыт обработки отливок. Мы можем предоставить вам производственные услуги для литья в песчаные формы, литья по выплавляемым моделям, литья в металлические формы, литья по газифицируемым моделям и других процессов. Мы можем обрабатывать аксессуары из ковкого чугуна, чугуна, ковкого чугуна, кованой стали, нержавеющей стали и т. д. Отливки, обработанные в HULK Metal, могут иметь более высокую точность и более качественные характеристики. Наша продукция широко используется в производстве запчастей для сельскохозяйственной техники, автозапчастей и других промышленных деталей.
+ Читать далее
Ковка деталей
HULK имеет 16-летний опыт обработки поковок. Мы освоили различные процессы ковки, такие как горячая ковка, холодная ковка и штамповка, и можем предоставить вам услуги механической обработки ковки более высокого стандарта. Кузнечные детали, производимые HULK, применяются во многих отраслях, таких как строительство, обработка сельскохозяйственной техники и автомобилестроение. У нас есть опытная команда по контролю качества и передовое оборудование для контроля качества, которое может предоставить вам более качественные поковки с более жесткими допусками.
+ Читать далее
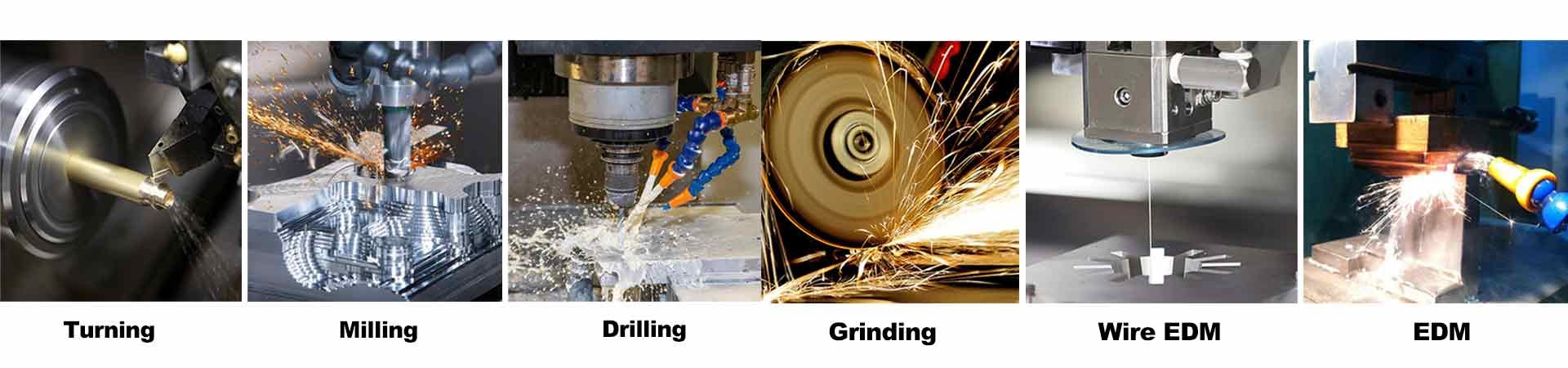
Обрабатывающие детали с ЧПУ
HULK Metal имеет 16-летний опыт производства станков с ЧПУ. Мы располагаем новым производственным оборудованием и владеем токарными, фрезерными, строгальными, сверлильными, шлифовальными, сверлильно-расточными и другими процессами чистовой обработки. Может предоставить вам услуги высокоточной обработки с ЧПУ. У нас также есть более современное оборудование для контроля качества и группа контроля качества, чтобы гарантировать, что ваш заказ может достичь 100% -ного проходного балла. Наши продукты с ЧПУ широко используются во многих отраслях промышленности, таких как электроника, автомобили и бытовая техника.
+ Читать далее
Металлические штампованные детали
HULK Metal предоставляет покупателям услуги по штамповке металла со второй половины 20-го века и создала полную систему обслуживания за счет постоянного развития. Как относительно известный производитель металлических штамповочных деталей, HULK Metal имеет три 300-тонных штамповочных станка, пять 200-тонных штамповочных станков, пять 100-тонных штамповочных станков и пять 60-тонных штамповочных станков, которые могут выполнить большую часть штамповочных станков. услуги по изготовлению штампованных деталей. Сейчас мы оказываем услуги более чем 20 отраслям промышленности, таким как машиностроение, автомобилестроение, велосипед, строительство и бытовая техника.
+ Читать далее -
 Детали насосов и клапанов
Детали насосов и клапанов

Детали клапана
HULK Metal полностью поймет ваши требования и спланирует полное производственное решение в соответствии с чертежами. Мы хорошо разбираемся в процессе производства деталей клапанов и в методах обработки различных материалов. Как команда контроля качества, так и производственная команда имеют богатый опыт, чтобы быстрее выполнить заказ и обеспечить качество заказа. Наша команда консультантов по грузоперевозкам спланирует более экономичные грузовые маршруты в зависимости от вашего города. Наш превосходный сервис позволит вам упростить процесс покупки деталей клапанов более высокого стандарта.
+ Читать далее
Детали насоса
Вы можете приобрести более подходящие для вас детали насоса в HULK Metal. У нас есть профессиональная техническая команда, которая хорошо разбирается в процессе производства деталей насосов. Мы выполним изготовление заказа быстрее в соответствии с предоставленными вами чертежами и производственными требованиями. Мы также можем спланировать для вас более экономичные маршруты перевозки. Каждая партия заказов будет строго проверена группой контроля качества. Вы можете не только покупать продукты более высокого стандарта в HULK Metal, но и иметь более легкий и непринужденный процесс покупки.
+ Читать далее -
 Алюминиевые детали
Алюминиевые детали

Обработка алюминиевого профиля
Профессиональные услуги по обработке алюминиевых профилей предоставляет компания HULK Metal. У нас есть тысячи тонн оборудования для экструзии профилей и отличные производственные мощности по производству алюминиевых профилей. Мы можем предоставить вам услуги по фрезерованию, резке, сверлению, нарезанию резьбы, штамповке и другим видам механической обработки. Мы также можем предоставить вам различные виды обработки поверхности: пескоструйная обработка, очистка щеткой, полировка, глянцевая резка, анодирование, двухцветное анодирование, напыление, композитинг и т. д. Изделия из алюминиевого профиля, которые мы обрабатываем, широко используются в радиаторах, автомобили, отделка и другие отрасли промышленности.
+ Читать далее
Алюминиевая панель
HULK Metal предоставляет профессиональные услуги для профессиональных алюминиевых панелей. Мы можем предоставить вам простые алюминиевые панели более высокого качества, алюминиевые композитные панели. Алюминиевые композитные панели, которые мы в настоящее время имеем, включают алюминиевые сотовые панели, алюминиевые гофрированные панели и т. д. Мы также можем предоставить вам индивидуальные услуги для алюминиевых композитных панелей. Мы также можем предоставить вам различные виды обработки поверхности, такие как пескоструйная обработка, очистка щеткой, полировка, резка до зеркального блеска, анодирование, двухцветное анодирование, напыление, синтез и т. д. Алюминиевые панели, которые мы производим, использовались в различных сценариях, таких как потолки, наружные стеновые панели и внутренняя отделка.
+ Читать далее -
 Системы ограждений и поручней
Системы ограждений и поручней

Конструкционная трубная арматура
HULK Metal имеет передовую автоматическую производственную линию для литья и имеет полный спектр пресс-форм для фитингов, которые могут быстрее предоставить вам услуги по производству фитингов для конструкционных труб. Производимые в настоящее время конструкционные фитинги для труб в основном изготавливаются из чугуна, а производственные решения из других материалов могут быть адаптированы для вас. Мы можем предоставить вам услуги по горячему цинкованию, электроцинкованию, напылению и другие услуги по обработке поверхности. У нас есть группа контроля качества и услуги по обеспечению качества, чтобы гарантировать, что квалифицированный уровень продукции достигает 100%. Производимые нами трубные фитинги для учреждений широко используются в десятках сценариев применения, таких как ограждения горных дорог, бытовые ограждения и ограждения зданий.
+ Читать далее
Аксессуары для стеклянных перил
HULK Metal имеет 10-летний опыт производства аксессуаров для стеклянных перил и может предоставить вам более комплексные услуги по производству аксессуаров для стеклянных перил. Наша продукция применялась в десятках сценариев использования, таких как ограждения для лестниц, заборы ручной работы, ограждения для бассейнов и т. д. У нас есть передовое производственное оборудование и профессиональное оборудование для контроля качества. Аксессуары для стеклянных перил, которые вы покупаете в HULK, могут обеспечить 100% проходной балл. У нас есть полная цепочка поставок, которая позволяет вам иметь более удобный опыт покупки.
+ Читать далее
Алюминиевые конструкционные фитинги для труб
HULK Metal является опытным производителем алюминиевых конструкционных фитингов для труб. У нас есть завод площадью более 1000 квадратных метров, наш завод оснащен несколькими производственными линиями для литья алюминия под давлением, и у нас есть полный спектр пресс-форм для систем ограждений и поручней. Таким образом, мы можем выполнять ваши заказы быстрее, чтобы обеспечить качество продукции. HULK Metal предоставил производственные услуги сотням компаний и единодушно признал их. Мы также предоставляем вам фрахт, гарантию качества, технические консультации и т. д. Вам будет проще найти поставщиков в HULK Metal.
+ Читать далее -
 Аксессуары для сборного железобетона
Аксессуары для сборного железобетона

Сборная подъемная муфта
Сборная подъемная муфта производства HULK Metal будет проверена на наличие сырья, полуфабрикатов, готовой продукции и перед отправкой. Каждая партия продукции проходит различные испытания. Мы проверим его с более чем 3-кратной несущей способностью. Мы используем выборку вслепую, чтобы обеспечить более эффективную выборку. У нас есть полная цепочка поставок, и мы можем предоставить вам более качественные услуги по закупкам. Вы также можете получить быстрее после размещения заказа.
+ Читать далее
Сборный подъёмный якорь
Металл HULK будет испытан четыре раза в процессе производства сборных подъёмных якорей. Мы будем тестировать его с более чем трехкратной пропускной способностью. Мы используем слепую коробку для отбора проб, чтобы убедиться, что они более эффективны. У нас есть полная цепочка поставок, которая может предоставить вам лучшие услуги по закупкам. После оформления заказа вы сможете получить заказ быстрее. Наша продукция экспортируется в Европу, США, Австралию и другие страны.
+ Читать далее
Сборный расширенный якорь
Сборные расширенные якоря производства HULK должны быть протестированы с более чем трехкратной пропускной способностью. Метод отбора проб с использованием слепой выборки. У нас есть полная цепочка поставок, которая может предоставить вам лучшие услуги по закупкам. После оформления заказа вы сможете получить заказ быстрее. Сотни компаний уже покупают нашу продукцию. Мы можем настроить продукт для вас на основе предоставленных вами чертежей.
+ Читать далее
Половинный канал и блок проводов
Компания HULK Metal является ведущим китайским производителем литейных баков и линейных коробок с более чем 16 - летним опытом. У нас более 1000 заводов. ㎡, Оснащается современным производственным оборудованием. В соответствии с вашими потребностями мы можем предоставить вам различные типы полукруглых каналов, текущие каналы литья, электрические кольцевые коробки и другие сборные бетонные аксессуары в строительной промышленности, а также различные услуги по обработке поверхностей. Мы предоставляем полный спектр услуг, таких как грузовые консультации, проверки качества и гарантии качества, чтобы убедиться, что вы можете наслаждаться более легкими покупками в HULK Metal.
+ Читать далее
-
- Услуги
- OEM
- Обещать
- Блог