EN
EN RU
RU ES
ES
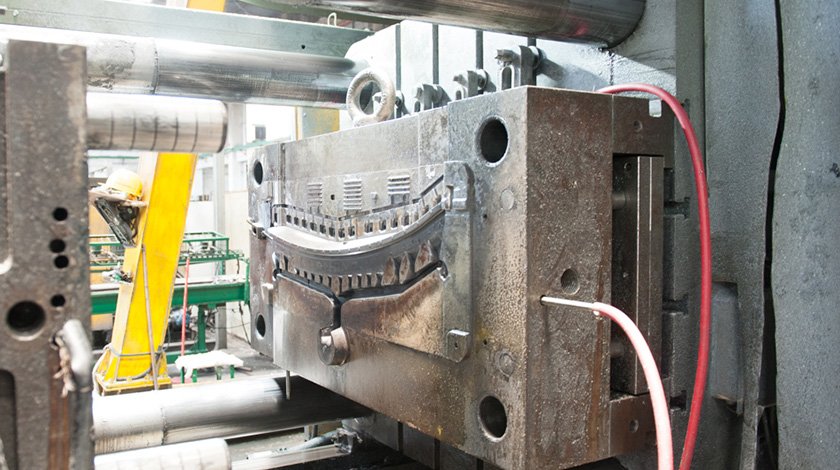




Откройте для себя алюминиевые детали, отлитые под давлением на заказ и спроектированные для удовлетворения самых разнообразных промышленных потребностей. Примеры продукции включают автомобильные корпуса, корпуса светодиодных светильников, радиаторы, крышки коробок передач и корпуса для электроники.
Каждая деталь отливается с высокой точностью для достижения жестких допусков, гладких поверхностей и высокой структурной целостности.