EN
EN RU
RU ES
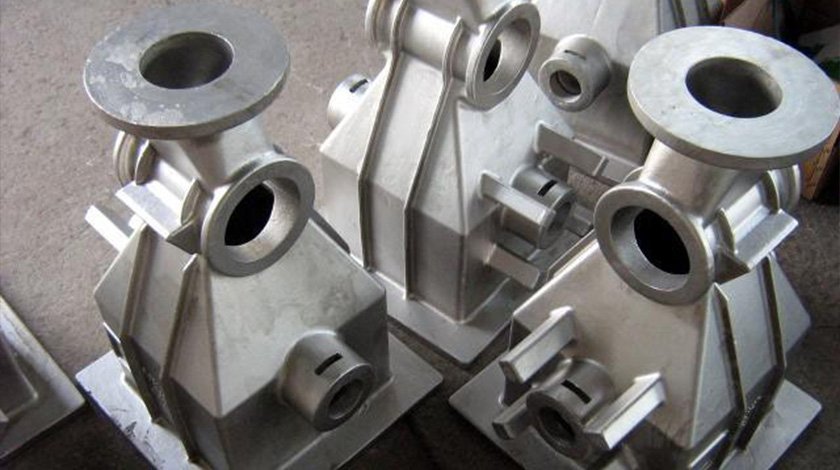
ESМетод литья по газифицируемым моделям позволяет производить широкий спектр металлических деталей на заказ, включая блоки двигателей, корпуса насосов, корпуса клапанов, коллекторы и автомобильные компоненты.

Shutterstock
Литье по газифицируемым моделям (ЛГМ, или литье в неразъемные формы) — это современный и широко распространенный метод прецизионного литья. Процесс заключается в следующем: из пенополистирола или парафина изготавливается модель, в точности повторяющая размеры и форму будущей детали. Модели объединяются в блоки. После нанесения огнеупорного покрытия и сушки блок помещается в контейнер (опоку) с сухим кварцевым песком, который уплотняется вибрацией. Заливка металла происходит под вакуумом (отрицательным давлением). Высокая температура расплава мгновенно газифицирует модель, и жидкий металл занимает ее место. После охлаждения и затвердевания получается готовая отливка. Технология ЛГМ обеспечивает получение деталей практически без припусков, не требует разъема форм и использования связующих для песка, что минимизирует загрязнение окружающей среды. Этот метод считается одной из самых перспективных «зеленых» технологий литья в XXI веке.
Эта технология сочетает метод ЛГМ с кристаллизацией под давлением. После того как пенопластовая модель газифицируется, опока быстро герметизируется, и в нее подается сжатый газ. Затвердевание металла под давлением значительно снижает вероятность появления усадочных раковин, пористости и других дефектов, повышая плотность и механические свойства отливки.
Гибридный метод, объединяющий ЛГМ под вакуумом и литье под низким давлением (антигравитационное). Позволяет контролировать заполнение формы, что улучшает проливаемость сложных сплавов. По сравнению с кокильным литьем, метод требует меньших инвестиций в оборудование, а детали обладают более высокой точностью и чистотой поверхности.
В процессе затвердевания на форму воздействуют вибрацией определенной частоты и амплитуды. Вибрация разрушает растущие дендриты и увеличивает количество центров кристаллизации, что измельчает зерно металла и улучшает его структуру и прочностные характеристики.
Объединяет ЛГМ с технологией переработки металла в полужидком состоянии. Контроль соотношения жидкой и твердой фаз позволяет увеличить плотность отливки, уменьшить ликвацию (неоднородность) и добиться высочайшей точности размеров.
Сочетание литья по выплавляемым моделям и ЛГМ. На пенопластовую модель наносится несколько слоев огнеупора для создания прочной оболочки. Затем модель газифицируется, оболочка прокаливается и заливается металлом. Это дешевле традиционного литья по выплавляемым моделям, при этом позволяет получать крупные и сложные детали с высокой точностью.
В модель или литниковую систему добавляются специальные суспендирующие агенты. При заливке они вступают в физико-химическую реакцию с металлом, модифицируя его микроструктуру и улучшая свойства всей детали или ее отдельных участков.
Стальное литье, жаропрочные легированные стали, нержавеющая сталь, железоникелевые сплавы, серый чугун, легированный чугун, высокопрочный чугун, алюминиевые и медные сплавы и др.
Высокая точность размеров и повторяемость деталей.
Высокая чистота поверхности.
Отсутствие песчаных стержней исключает дефекты, связанные с их изготовлением и установкой.
Отсутствие разъема форм исключает перекосы и облой.
Использование сухого песка без связующих и влаги избавляет от газовых раковин и дефектов, вызванных влажностью.
Возможность оптимального расположения прибылей без ограничений, накладываемых традиционной оснасткой.
Снижение общего веса отливок за счет точности.
Возможность термообработки с использованием остаточного тепла отливки сразу после выбивки, что экономит энергию.
Легкая выбивка песка снижает трудоемкость процесса.
Отсутствие заусенцев сокращает объем финишной очистки и шлифовки более чем на 50%.
Высокий выход годного металла за счет плотной групповой заливки.
Долгий срок службы пресс-форм для вспенивания (более 100 000 циклов).
Улучшение условий труда: меньше пыли, шума и дыма.
Свобода конструкторской мысли: можно проектировать детали идеальной формы, не оглядываясь на технологические уклоны и сложность извлечения модели из формы.
При производстве массивных толстостенных деталей продукты разложения пенопласта (шлак) могут задерживаться в металле, что ведет к дефектам. Также при литье низкоуглеродистых сталей возможно нежелательное науглероживание поверхности металла.
Простая структура позволяет наладить массовое производство с высоким качеством поверхности.
ЛГМ решает проблемы неравномерной толщины стенок и высокой стоимости стержней, характерные для традиционного литья блоков.
Картеры мостов, корпусов редукторов и коробок передач.
Рабочие колеса шламовых насосов, футеровки, зубья ковшей.
Задвижки, дисковые затворы и обратные клапаны производятся без использования стержней с равномерной толщиной стенок.
Фланцы, отводы, тройники и фитинги производятся быстро и экономично.
Используются три типа гранул: EPS (пенополистирол — для чугуна и стали), STMMA (сополимер — для стального литья с целью снижения науглероживания) и EPMMA.
Существует два способа:
Предварительное вспенивание — вылеживание — формование — охлаждение. Вакуумное вспенивание обеспечивает наилучшую стабильность размеров.
Для простых или крупногабаритных единичных деталей модели вырезаются из листового пенопласта нагретой струной и склеиваются.
Модельный блок покрывается специальной краской (толщиной 0,5–2 мм) методом окунания или полива. Это создает газопроницаемый огнеупорный барьер. Сушка происходит при 40–50 °C.
Модели засыпаются сухим песком в опоке на вибростоле (вибрация 30–60 сек). Опока герметизируется пленкой, создается вакуум. При заливке металл замещает испаряющийся пенопласт, формируя точную копию модели.
HULK Metal работает на рынке с начала XXI века, предоставляя профессиональные услуги в сфере металлопроизводства. Мы предлагаем полный цикл: от проектирования и контроля качества до упаковки и логистики. Наш завод оснащен самым современным оборудованием, что позволяет нам гарантировать качество продукции на уровне мировых стандартов.
HULK Metal — ваш надежный поставщик услуг по литью по газифицируемым моделям.
Литье по газифицируемым моделям (ЛГМ) часто сочетается с такими сопутствующими услугами, как изготовление пресс-форм, обработка на станках с ЧПУ, финишная отделка поверхности, термообработка и контроль качества. Эти услуги повышают точность и долговечность готового изделия. Интеграция данных процессов обеспечивает непрерывность производственного цикла, улучшенную точность размеров и превосходное качество поверхности сложных отливок, что позволяет соответствовать самым разнообразным промышленным требованиям.

Услуги по обработке на станках с ЧПУ представляют собой процесс предоставления OEM- и ODM-услуг на основе чертежей, полученных от заказчика. Компании с более развитыми цепочками поставок и опытными командами способны обеспечить более высокий уровень сервиса. Крупные корпорации и заводы зачастую ориентированы на обслуживание исключительно масштабных заказчиков, поэтому выбор подходящего партнера имеет решающее значение для будущего развития вашего бизнеса. HULK Metal обладает комплексной цепочкой поставок и штатом профессиональных экспертов. Мы подбираем наиболее подходящую производственную площадку, исходя из специфики вашего заказа, разрабатываем оптимальное техническое решение и гарантируем поставку продукции, полностью соответствующей требованиям качества.

HULK Metal с 2000 года занимается интеграцией ресурсов литейных заводов Китая, сформировав комплексную цепочку поставок для предоставления высококлассных услуг в области литья металлов. Мы строго придерживаемся системы менеджмента качества ISO 9001, чтобы гарантировать превосходные характеристики каждой отливки. На сегодняшний день мы поставили качественную продукцию тысячам заказчиков в более чем 100 странах и регионах мира. Мы обеспечиваем всестороннюю послепродажную поддержку и будем рады вашему запросу.

HULK Metal предлагает комплексные услуги по инспекции в Китае, гарантируя качество и эксплуатационные характеристики ваших металлических изделий, изготовленных по индивидуальному заказу. Наша опытная команда по контролю качества обеспечивает соответствие каждой детали вашим чертежам и стандартам на всех этапах — от проверки сырья до финальной приемки готовой продукции.
Мы осуществляем предотгрузочную инспекцию, контроль в процессе производства и лабораторные испытания с использованием нашего современного диагностического оборудования. Независимо от того, заказываете ли вы отливки, поковки, детали после ЧПУ-обработки или сварные металлоконструкции, мы помогаем минимизировать риск брака. Станьте партнером HULK Metal, чтобы получить полный контроль над качеством ваших металлоизделий еще до их отправки с завода.

Литье по газифицируемым моделям (Lost Foam Casting) — это инновационный процесс литья металлов, в котором используется пенопластовая модель для создания высокоточных изделий сложной формы с минимальной механической обработкой. Этот метод идеально подходит для черных и цветных металлов, таких как алюминий, чугун и сталь, и широко применяется в автомобилестроении, машиностроении и строительстве.
В HULK Metal наши услуги по литью по газифицируемым моделям объединяют передовые технологии и профессиональный опыт для производства деталей с превосходным качеством поверхности и стабильностью размеров. Будь то изготовление прототипов или массовое производство, мы гарантируем эффективность, экономичность и строгий контроль качества на всех этапах.
Метод литья по газифицируемым моделям позволяет производить широкий спектр металлических деталей на заказ, включая блоки двигателей, корпуса насосов, корпуса клапанов, коллекторы и автомобильные компоненты.


Наши анкерные крепления выпускаются в различных размерах, чтобы соответствовать различным потребностям в подъеме сборных железобетонных конструкций, с точными размерами, разработанными для оптимальной производительности. Предельная рабочая нагрузка (WLL) каждого анкера четко указана для обеспечения максимальной безопасности при погрузке и разгрузке. Параметры HULK Metal гарантируют надежную прочность и совместимость, соответствуют отраслевым стандартам и обеспечивают безопасные и эффективные подъемные операции на любой строительной площадке.
Здесь представлены все группы нагрузок, размеры, варианты обработки поверхности и другая информация об анкерных штифтах, которые мы можем предложить в настоящее время. Если вы хотите узнать больше, пожалуйста, оставьте нам сообщение или скачайте наш каталог продукции. Мы будем рады вашему заказу. Мы разработаем для вас идеальное решение и предложим наиболее конкурентоспособную цену.
Наши анкерные штифты (типа «собачья кость») доступны в различных размерах, грузоподъемности и вариантах обработки поверхности, чтобы соответствовать различным областям применения сборного железобетона. Изготовленные из высококачественной стали, каждый анкер соответствует строгим стандартам размеров и характеристик. Подробные технические характеристики, включая длину, диаметр и номинальную нагрузку, обеспечивают совместимость со стандартными подъемными системами. Мы также можем настроить параметры в соответствии с вашими чертежами или требованиями проекта, предоставляя оптимальные подъемные решения, которые повышают безопасность, эффективность и долговечность в ваших строительных или сборных процессах.
Компания HULK Metal предлагает сборные железобетонные подъемные анкеры с проушинами различных размеров и грузоподъемности для удовлетворения потребностей различных типов проектов. Важными факторами являются марка материала, как правило, высокопрочная сталь, такая как 20Mn2 или Q345, длина от 50 до 300 мм и допустимая рабочая нагрузка до 32 тонн. Коррозионная стойкость повышается за счет обработки поверхности, такой как электроцинкование и горячее цинкование. В сложных условиях эти анкеры демонстрируют лучшие характеристики, чем стандартные варианты, благодаря резьбовым концам для надежной фиксации и диаметрам проушин, оптимизированным для совместимости с муфтами.
Параметры двухсторонних подъемных анкеров для сборного железобетона включают детальные размеры и предельно допустимые рабочие нагрузки (WLL), что гарантирует правильный выбор изделий для вашего проекта. HULK Metal предоставляет точные спецификации для каждого типоразмера, помогая подобрать анкеры под конкретные требования к подъему. Все параметры соответствуют стандартам CE и ISO 9001, что обеспечивает стабильность качества, безопасность и совместимость с сопутствующими подъемными системами. Точные данные способствуют безопасному обращению и оптимальной производительности при производстве и монтаже железобетонных конструкций.
HULK Metal может предоставить анкеры с шаровидной головкой, сертифицированные по стандарту CE. Для выполнения вашего заказа мы располагаем кузнечным заводом, сертифицированным по стандарту ISO 9001. Полный комплект пресс-форм позволяет производить весь ассортимент продукции. Оснащенный всем необходимым центр контроля качества может проводить заводские испытания, проверку механических и химических свойств, а также других показателей. Каждое изделие может быть испытано на растяжение с нагрузкой, в три раза превышающей безопасную (коэффициент запаса прочности). Вы можете связаться с нами в любое время, чтобы посетить завод и разместить заказ. Мы предложим вам более конкурентоспособные цены и качественный сервис.
В данной таблице представлены материалы, сертификаты, варианты обработки поверхности, специфические параметры и соответствующие артикулы (CODE) подъемных анкеров (Lifting Pins) для сборного железобетона, которые мы можем предоставить. Вы можете получить эти данные, воспользовавшись кнопкой скачивания выше.
Анкер с коротким волнистым хвостом поставляется в различных размерах и с разной грузоподъемностью (SWL) для различных областей применения в сборном железобетоне. Изготавливаемый из таких материалов, как нержавеющая сталь, Q345, Q235 и сталь 20#, он доступен без покрытия, с электрогальваническим или горячим цинкованием. При минимальном коэффициенте безопасности 3 и наличии сертификатов CE/ISO 9001 каждый анкер гарантирует надежную работу. Детальные параметры включают размер резьбы, высоту, диаметр, глубину заделки и DS, что обеспечивает точное распределение нагрузки для безопасного подъема.
В настоящее время мы предлагаем два типа волновых анкеров: короткие и длинные. Основное различие между ними заключается в расстоянии от точки экструзии до волнообразного конца. Ознакомиться с конкретными размерами для каждого типа вы можете в таблице ниже. Вы можете просто сообщить нам нужную модель и количество, и мы подготовим для вас выгодное коммерческое предложение.
Ниже представлены модели, типы резьбы, группы нагрузок и другие сведения о различных типах резьбовых закладных деталей для подъема ЖБИ. Вы можете перейти к детальному описанию конкретного продукта, нажав на соответствующую ссылку, или связаться с нами напрямую для получения коммерческого предложения.
Эта таблица содержит информацию о материалах, стандартах резьбы, безопасной рабочей нагрузке (SWL), обработке поверхности, удельном весе, сертификации, коэффициенте безопасности и других характеристиках наших подъемных закладных деталей с плоским концом. Вы можете нажать кнопку под описанием товара, чтобы скачать брошюру с подробными спецификациями.
Ниже представлена таблица параметров подъемной закладной детали из цельного прутка, в которой указаны размеры, типы обработки поверхности, данные о сертификации, материалы, безопасная рабочая нагрузка (SWL), артикулы (CODE) и другая информация, которую мы можем предоставить. Если вам необходимо узнать больше, вы можете связаться с нами в любое время для получения дополнительных сведений.
Анкерные гильзы HULK Metal из сплошного стержня для подъема и фиксации выпускаются в различных размерах для соответствия различным требованиям к нагрузке. Изготовленные из таких материалов, как нержавеющая сталь или Q235, они проходят строгие испытания на безопасность. В таблице ниже указаны основные размеры и безопасные рабочие нагрузки, что поможет вам выбрать подходящий вариант для ваших нужд в области сборного железобетона.
Наш ассортимент комбинированных подъемных кронштейнов включает в себя различные размеры и предельные рабочие нагрузки (WLL) для удовлетворения разнообразных требований к подъему. Каждая модель точно обработана для обеспечения точных размеров и оптимальной производительности. Подробные параметры включают длину, размер резьбы, размеры анкера и номинальную грузоподъемность, что позволяет выбрать подходящий продукт для подъема сборных железобетонных конструкций. Технические характеристики соответствуют стандартам CE и ISO 9001, обеспечивая безопасность и надежность при выполнении любых подъемных работ.
Наш крепежный кронштейн с плоским концом и поперечным штифтом доступен в различных размерах и с разной допустимой рабочей нагрузкой (SWL), что позволяет удовлетворить разнообразные потребности в подъеме грузов. Каждый размер тщательно спроектирован для оптимальной производительности и проверен в ходе строгих проверок качества. Независимо от того, используются ли тяжелые или стандартные сборные железобетонные элементы, вы можете положиться на точные технические характеристики, стабильные производственные допуски и проверенный коэффициент безопасности, обеспечивающие надежные результаты в каждом строительном проекте.
Ознакомьтесь с подробными параметрами наших анкерных гильз с изогнутым концом, включая различные размеры и предельно допустимые рабочие нагрузки (WLL). Эти спецификации помогут вам выбрать подходящий вариант для ваших нужд в области сборного железобетона. Наша продукция выпускается в различных диаметрах и длинах с показателями WLL, которые обеспечивают более безопасную эксплуатацию по сравнению с базовыми аналогами. Данный обзор демонстрирует, как наши гильзы обеспечивают более высокие эксплуатационные характеристики в строительных проектах благодаря точному проектированию для лучшей интеграции и долговечности.
Здесь вы можете узнать о материале, обработке поверхности, типе резьбы, грузоподъемности (SWL) и весе поставляемых нами трубчатых подъемных вставок. Цена должна учитывать конкретные требования, такие как модель, количество, упаковка и транспортировка. Для получения дополнительной информации свяжитесь с нами.
Здесь вы можете ознакомиться с материалом, обработкой поверхности, диапазоном рабочей нагрузки (SWL), стандартом и диапазоном резьбы, кодом и обработкой поверхности длинной волнистой подъемной вставки. Вы можете щелкнуть по информации выше, чтобы загрузить эти данные для более удобного просмотра.
В HULK Metal мы предоставляем подробные технические характеристики для каждой серии крепежных втулок из цельного прутка с поперечным стержнем. Эти параметры включают безопасные рабочие нагрузки (SWL), точные геометрические размеры и варианты материалов. Тщательная проработка спецификаций гарантирует полную совместимость с вашими проектами сборного железобетона — от диаметра резьбы до общей длины изделия. Вся продукция подтверждена сертификатами качества для обеспечения надежности при крупносерийных поставках.
Наша таблица параметров содержит подробные технические характеристики для каждой анкерной гильзы с плоским концом, включая размеры, безопасную рабочую нагрузку (SWL) и размер резьбы. Эта информация позволяет правильно подобрать подъемную вставку для ваших задач в сфере сборного железобетона. Прецизионное производство HULK Metal гарантирует строгое соответствие всех параметров стандартам CE и ISO, обеспечивая оптимальную совместимость, превосходные эксплуатационные характеристики и повышенную безопасность при проведении погрузочно-разгрузочных работ на различных объектах гражданского и промышленного строительства.
Наши трубчатые подъемные анкеры доступны в различных размерах и вариантах безопасной рабочей нагрузки, чтобы соответствовать разнообразным потребностям при подъеме сборного железобетона. Изготовленные из нержавеющей или качественной углеродистой стали, они отличаются прецизионной резьбой, коэффициентом безопасности более 3 и долговечной обработкой поверхности. Сертифицированные по стандартам CE и ISO 9001, каждый анкер производится и проходит проверку для обеспечения стабильных размеров, грузоподъемности и эксплуатационных характеристик, что дает вам уверенность в любых операциях по подъему.
Наша линейка длинных волнообразных подъемных анкеров предлагает различные варианты грузоподъемности, от 0,5 до 8,0 тонн, для удовлетворения разнообразных потребностей в подъеме сборных железобетонных конструкций. Изготовленные из высококачественной нержавеющей стали, стали Q345, Q235 или стали 20#, каждый анкер проходит точную нарезку резьбы, строгий контроль допусков и, по желанию, обработку поверхности, такую как электроцинкование или горячее цинкование. Благодаря минимальному коэффициенту запаса прочности в 3 раза и сертификации CE/ISO 9001, эти анкеры обеспечивают прочность, долговечность и надежную работу в сложных строительных проектах.
Анкеры для крепления верхней опоры выпускаются в различных размерах, чтобы соответствовать разнообразным потребностям в сборных железобетонных конструкциях, с диаметром резьбы от M12 до M30 и длиной от 60 мм до 155 мм. Допустимая рабочая нагрузка (WLL) начинается от 0,5 тонны для небольших конструкций и достигает 3 тонн для более тяжелых, при этом всегда поддерживается коэффициент запаса прочности, превышающий в три раза номинальную несущую способность. Эти параметры позволяют использовать анкеры в тонких панелях и плитах, где расстояние от края до стенки и толщина панели определяют оптимальное размещение для максимальной устойчивости. Наша команда изготавливает анкеры по индивидуальным размерам на основе ваших чертежей, обеспечивая точную подгонку, что повышает безопасность и скорость выполнения проекта.
Плоские подъемные кронштейны HULK Metal выпускаются в различных размерах, рассчитанных на разные безопасные рабочие нагрузки, от 0,5 до 12,5 тонн. Ключевые параметры включают диаметр резьбы, высоту и размеры основания, все они изготавливаются из таких материалов, как нержавеющая сталь или Q235, для обеспечения оптимальной прочности. Обработка поверхности, например, горячее цинкование, повышает коррозионную стойкость, а сертификация гарантирует соответствие стандартам. В этой таблице приведены технические характеристики, которые помогут выбрать подходящий кронштейн для ваших задач по работе с железобетонными конструкциями, обеспечивая баланс между компактностью и высокой производительностью.
Ознакомьтесь с ключевыми параметрами наших крепежных муфт с плоским торцом, включая различные размеры и предельные рабочие нагрузки (WLL), подобранные с учетом ваших потребностей. Эти характеристики обеспечивают совместимость с вашими железобетонными конструкциями, от небольших панелей до крупных сооружений, обеспечивая более прочное крепление и лучшую устойчивость к нагрузкам.
Анкеры HULK Metal выпускаются в стандартных размерах, рассчитанных на различные нагрузки, от 2,5 до 10 тонн рабочей нагрузки. В качестве материалов используются сталь 20Mn2, Q345D или нержавеющая сталь по индивидуальному заказу, а для повышения прочности поверхности применяются такие виды обработки, как необработанная сталь, электрооцинкованная сталь или горячее цинкование. Каждый анкер имеет коэффициент запаса прочности не менее трех, что подтверждается сертификатами ISO9001 и CE. В таблице ниже приведены размеры и коды, которые помогут вам выбрать подходящий вариант для ваших потребностей в сборных железобетонных конструкциях. Для заказа индивидуальных вариантов, соответствующих вашим требованиям, свяжитесь с нашей технической командой.
Наши односторонние монтажные анкеры выпускаются в различных размерах для обеспечения безопасной рабочей нагрузки (SWL) от 2,5 до 26 тонн, что отвечает разнообразным потребностям в области сборного железобетона. Изготовленные из таких прочных материалов, как 20Mn2, Q345D, CM490 или нержавеющая сталь, они предлагают возможности индивидуальной настройки с такими видами обработки поверхности, как электрогальваническое или горячее цинкование. Каждый анкер имеет коэффициент безопасности не менее 3 и подтвержден сертификатами ISO9001 и CE. В приведенной ниже таблице подробно указаны размеры, обеспечивающие точную подгонку для колонн, балок и стеновых панелей при серийном производстве.
В этом разделе изложены основные характеристики анкеров с плоской опорой, включая допустимые рабочие нагрузки и размеры, которые помогут в выборе для проектов из сборного железобетона. Компания HULK Metal предлагает модели с грузоподъемностью от 2,5 до 26 тонн, изготовленные из прочной стали с возможностью оцинковки. Эти параметры обеспечивают совместимость с различными бетонными элементами, способствуя более безопасному и эффективному подъему. Крупные покупатели получают выгоду от нашей возможности индивидуальной настройки в соответствии с точными потребностями, подтвержденной сертификатами, гарантирующими производительность.
Анкеры для монтажа от HULK Metal выпускаются в различных размерах с допустимой рабочей нагрузкой от 2.5 до 10 тонн и изготавливаются из таких материалов, как 20Mn2 или по индивидуальному заказу. Данные параметры обеспечивают совместимость с различными сборными железобетонными элементами, что подкрепляется нашим производственным опытом в области серийного изготовления по техническим заданиям заказчика.
Распределительные анкеры HULK Metal выпускаются в широком диапазоне размеров и грузоподъемностей (SWL — Safe Working Load), чтобы удовлетворить любые требования по подъему ЖБИ. Мы используем только высококачественные марки стали, такие как 20Mn2, Q345D, CM490 или нержавеющую сталь, что позволяет адаптировать продукцию под конкретные климатические и эксплуатационные условия.
Каждое изделие сертифицировано по стандартам CE и ISO 9001 с минимальным коэффициентом запаса прочности 3:1. Это гарантирует стабильную работу, долговечность и полное соответствие международным нормам в области подъемного оборудования для сборного железобетона.
Двухотверстные анкеры HULK Metal доступны в различных размерах и допустимых рабочих нагрузках (SWL) для различных применений в железобетонных конструкциях. Изготовленные из высокопрочных материалов, таких как 20Mn2, Q345D или нержавеющая сталь, они обеспечивают долговечность и безопасность. Благодаря таким вариантам обработки поверхности, как электроцинкование или горячее цинкование, наши анкеры соответствуют строгим стандартам CE и ISO 9001, гарантируя надежную работу для крупных покупателей в рамках глобальных проектов.
Подъемное устройство с кольцевой муфтой от HULK Metal изготовлено из высокопрочной конструкционной стали или легированной стали с электрооцинкованной поверхностью для защиты от коррозии. Все модели соответствуют минимальному коэффициенту безопасности пять и стандартам ISO 9001 и CE. Многочисленные варианты грузоподъемности и стандартизированные размеры обеспечивают совместимость с различными системами сборных железобетонных конструкций и требованиями к подъему на строительных площадках по всему миру.
Наши подъемные проушины для железобетонных конструкций доступны в различных размерах и с разной допустимой рабочей нагрузкой (SWL) для удовлетворения разнообразных потребностей в подъеме железобетонных конструкций. Изготовленные из стали Q345D, Q355D, CM490 или G30CrMoV, они имеют электрооцинкованное покрытие и минимальный коэффициент запаса прочности 5. Благодаря сертификатам CE и ISO 9001, каждая подъемная проушина гарантирует стабильную прочность, долговечность и надежную работу, что делает их подходящими для эффективного подъема и перемещения различных железобетонных элементов.
Подъемные проушины типа «собачья кость» доступны в различных размерах и грузоподъемности для удовлетворения различных требований проектов. Каждое изделие изготовлено из высококачественной стали, электрооцинковано для повышения коррозионной стойкости и протестировано с пятикратным запасом прочности. Наличие сертификатов CE и ISO9001 гарантирует стабильную работу наших подъемных проушин. Для оптовых покупателей доступен широкий выбор вариантов грузоподъемности, что делает их идеальными для различных задач подъема сборных железобетонных конструкций.
Наши подъемные муфты для штифтовых анкеров изготовлены из высококачественных материалов, таких как Q345D, Q355D, CM490 и G30CrMoV, с возможностью изготовления по индивидуальному заказу. Каждая муфта проходит гальваническое оцинкование для повышения коррозионной стойкости и испытывается на соответствие минимальному коэффициенту запаса прочности 5:1. Сертифицированные по стандартам CE и ISO9001, муфты доступны с различной безопасной рабочей нагрузкой (SWL), что обеспечивает надежность подъемных операций в различных строительных проектах и работах со сборным железобетоном.
В таблице представлены материалы, показатели испытаний, сертификация, размеры и код изделия «Подъемное ушко для собачьей кости с цепочкой». Это поможет вам более наглядно найти нужную информацию. Если вам нужны дополнительные параметры или вы хотите узнать цену, пожалуйста, свяжитесь с нами.
В разделе параметров кольцевой муфты представлена подробная информация о доступных размерах и допустимой рабочей нагрузке (SWL). Каждая модель четко определена в соответствии с различными требованиями к подъему сборных железобетонных конструкций. Благодаря строгой маркировке групп нагрузок и соответствию стандартам CE, клиенты могут легко выбрать подходящую муфту для своих проектов. Эти характеристики помогают обеспечить безопасность, эффективность и полное соответствие подъемных операций международным стандартам безопасности в строительстве.
Мы предлагаем Подъемные Петли для ЖБИ, изготовленные из высокопроизводительной легированной стали и имеющие сертификацию CE. В следующей таблице подробно описаны такие важные параметры, как Запас Прочности, Сертификация, Материалы, Безопасная Рабочая Нагрузка (SWL) и другие. Вы можете связаться с нами в любое время, чтобы получить коммерческое предложение на продукцию соответствующих характеристик.
Параметры комбинированной кольцевой муфты предоставляют подробную информацию о размерах, предельных рабочих нагрузках и группах нагрузок, позволяя клиентам выбрать наиболее подходящую модель для своего проекта. Каждая муфта имеет пятикратный запас прочности, гарантирующий безопасность во время подъемных работ. Сравнивая характеристики, покупатели могут быстро подобрать подходящую муфту для своих анкерных креплений, обеспечивая эффективность, точность и надежность при работе с железобетонными конструкциями.
Мы можем предоставить крюки с вилочным сопряжением всех размеров, указанных в форме. Кроме того, мы также предоставляем услуги OEM, и инженеры подготовят идеальное решение в соответствии с вашими чертежами и дадут более обоснованное ценовое предложение.
Вот технические характеристики укорачивающих крюков (с вилочным сопряжением), которые мы можем предложить. Таблица содержит такую информацию, как артикул (CODE), размер (Size), предельная рабочая нагрузка (WLL) и т.д. Вы можете напрямую сообщить нам артикул и количество, и мы предоставим вам более выгодное предложение.
Компания HULK Metal в настоящее время предлагает крюки-захваты с ушком диаметром от 1/4" до 3/4". В следующей таблице указаны КОДЫ и соответствующие характеристики. Вы можете выбрать подходящий КОД в зависимости от размера цепи. Мы поддерживаем OEM-сервисы и можем разработать комплексное решение на основе предоставленных вами чертежей или образцов, а также предложить более выгодную цену.
Компания HULK Metal предлагает крюки с ушком 7 размеров от 1/4" до 3/4" из углеродистой и легированной стали, а также с тремя вариантами обработки поверхности: электрооцинковка, горячее цинкование и порошковая окраска. В таблице представлены подробные параметры продукции, вы можете ознакомиться с ними или нажать кнопку в правом верхнем углу, чтобы загрузить каталог и узнать больше.
Мы можем поставить анкерные углубления для подъемных штифтовых анкеров, раздвижных анкеров, универсальных анкеров и подъемных вставок, обеспечивая точную посадку и надежную работу при подъеме и перемещении грузов.
Доступные материалы включают резину, пластик и магниты, подходящие для различных методов литья и требований к повторному использованию.
Вы можете получить подробные коды и технические характеристики из таблицы ниже или загрузить наш каталог продукции, чтобы ознакомиться с другими моделями, размерами и подходящими решениями для ваших подъемных анкерных систем.
В таблице параметров резинового опалубочного устройства четко указаны доступные размеры и грузоподъемность. Покупатели могут легко выбрать подходящие типы грузоподъемностью от 1,5 до 32 тонн, что обеспечивает совместимость с подъемными системами с анкерным креплением типа «штифт» и «распределительный анкер».
Наши выемкообразователи для анкерных подъемных стержней поставляются в различных конфигурациях в соответствии с конкретными требованиями к нагрузке в проектах по сборному железобетону. В таблице ниже приведены размеры, вес и безопасные рабочие нагрузки, что поможет вам выбрать подходящую модель. Изготовленные из адаптируемых резиновых смесей, они обеспечивают совместимость с различными типами анкеров. Мы уделяем приоритетное внимание точности размеров для лучшей интеграции, что снижает риски при проведении подъемных работ по сравнению со стандартными аналогами.
Магнитные опалубки для сборных железобетонных конструкций выпускаются в различных вариантах, включая опалубки с неподвижной рамой, опалубки с подъемными анкерами и анкерные крепления с разнесенными анкерами. Вы можете скачать наш каталог продукции.
Параметры резиновых анкерных закладных элементов охватывают различные пределы рабочей нагрузки от 2,5 до 26 тонн, обеспечивая гибкость для различных проектов из сборного железобетона. Каждый тип разработан с точными размерами, соответствующими конкретным анкерам, что обеспечивает стабильное позиционирование и надежную подъемную работу. Изготовленные из прочной резины с возможностью индивидуальной настройки, эти закладные элементы соответствуют стандартам ISO9001 и CE, что делает их пригодными для различных строительных и подъемных работ.
Являясь одним из ведущих поставщиков магнитных выемкообразователей в Китае, HULK Metal располагает современными заводами и совершенной цепочкой поставок, чтобы предоставить вам высококачественную продукцию и услуги. Мы можем предложить магнитные выемкообразователи с диапазоном нагрузок 1.3, 2.5, 5 и 10 тонн. Передовое оборудование для контроля качества и профессиональный персонал по техническому надзору гарантируют, что каждая партия товара соответствует самым высоким стандартам и требованиям к качеству. Мы предоставляем услуги по гарантии качества, поэтому вы можете со спокойной душой доверить нам свой заказ.
Компания HULK Metal может поставлять сертифицированные по стандарту CE магниты для подъемных и крепежных вставок или муфт из сборных железобетонных конструкций. Наш завод оснащен современным обрабатывающим оборудованием, станками лазерной резки и сборочными линиями, что позволяет более эффективно производить сертифицированные по стандарту CE магниты для подъемных и крепежных вставок и муфт из сборных железобетонных конструкций с более высоким процентом брака. Наша цепочка поставок поможет вам сэкономить средства благодаря последовательному управлению на всех этапах. Гарантия качества – это наша уверенность в качестве и наша гарантия для вас. Вы можете смело размещать у нас свой заказ.
Параметры Магнитных Фиксаторов для Электромонтажных Коробок включают материал, форму, размер и варианты обработки поверхности, что позволяет выполнять индивидуальные заказы под различные требования проектов. Корпус изготовлен из высококачественной резины, а неодимовые магниты (NdFeB) обеспечивают высокую силу сцепления. Благодаря сертификатам ISO 9001 и CE каждая партия соответствует международным стандартам качества. В наличии имеются квадратные, круглые и другие формы. Варианты обработки поверхности, такие как электрогальванизация, обеспечивают повышенную долговечность в сложных условиях производства сборного железобетона.
Параметры магнитной опалубки для формовочных работ включают силу магнита, материал корпуса и варианты обработки поверхности. Эти опалубочные магниты доступны в исполнении из нержавеющей стали, углеродистой стали или легированной стали, что обеспечивает долговечность и адаптивность. Такие сертификаты, как ISO 9001 и CE, гарантируют стабильное качество.
Встроенный магнит для фиксации гофрированных труб поставляется в различных размерах, материалах и с разной магнитной силой, чтобы соответствовать различным диаметрам гофрированных труб, используемых в сборном железобетоне. Каждое изделие производится под строгим контролем качества для обеспечения точности и долговечности. Клиенты могут заказать индивидуальный дизайн, регулировку магнитной силы и размеров основания в соответствии с потребностями своих проектов. Благодаря гибкой поддержке OEM/ODM, HULK Metal поставляет магниты, которые работают надежно и соответствуют международным стандартам для различных областей применения бетона.
HULK Metal поставляет стальные закладные пластины с гибкими техническими характеристиками для удовлетворения самых разнообразных строительных нужд. Производство осуществляется строго по чертежам заказчика и включает резку, сварку и индивидуальную обработку поверхности. Мы работаем с различными марками стали, обеспечиваем строгие допуски и толщину пластин до 80 мм. Благодаря контролю качества, сертифицированному по стандартам ISO, индивидуальной упаковке и поддержке глобальных поставок, наши закладные детали для бетона идеально подходят для оптовых закупок и регулярного снабжения строительных объектов.
Параметры Т-образных болтов для анкерных каналов включают стандартные и индивидуальные размеры для удовлетворения самых разнообразных конструкционных потребностей. Каждый болт спроектирован с учетом высокой несущей способности и прошел испытания на соответствие значениям безопасной рабочей нагрузки (SWL) для обеспечения полной безопасности. Доступные с различными размерами резьбы, габаритами головки и видами отделки, наши Т-болты подходят для различных систем закладных каналов. Техническая поддержка гарантирует покупателям получение точных спецификаций для беспрепятственного монтажа и долговечной эксплуатации.
Анкерные каналы HALFEN от HULK Metal поставляются в широком диапазоне размеров и значений безопасной рабочей нагрузки (SWL), что позволяет использовать их в различных конструкциях из сборного железобетона. Каждый канал прецизионно изготовлен из холоднокатаной или горячекатаной стали, что гарантирует структурную целостность. Значения SWL четко определены в соответствии с требованиями проекта, а вся продукция проходит строгий контроль качества. Это позволяет оптовым покупателям с уверенностью выбирать конкретный тип канала, полагаясь на его эксплуатационные характеристики и безопасность для своих строительных объектов.
В разделе параметров представлены подробные технические характеристики наших петлевых боксов для соединения стеновых панелей, включая доступные размеры, разрывные нагрузки и безопасные рабочие нагрузки. Эти данные позволяют инженерам и подрядчикам выбрать наиболее подходящий тип изделия в соответствии с конструктивными требованиями. Благодаря сертификации CE и ISO 9001 каждый тросовый бокс производится под строгим контролем качества, что гарантирует надежность и безопасность в различных проектах по возведению зданий из сборного железобетона.
Параметры наших анкерных каналов охватывают широкий спектр горячекатаных и холоднокатаных типов для соответствия различным требованиям по нагрузке. Каждая спецификация обеспечивает безопасные рабочие нагрузки, точную геометрию и совместимость с соответствующими Т-образными болтами. Благодаря сертифицированной прочности и точным размерам, наши каналы типа HALFEN гарантируют более безопасный монтаж и надежную работу в сборных железобетонных конструкциях, предоставляя инженерам и подрядчикам большую гибкость и уверенность в масштабных проектах.
Анкерные шурупы по бетону доступны в различных диаметрах, длинах, с разными типами головок и вариантами обработки поверхности. В HULK Metal мы поддерживаем изготовление по индивидуальному заказу в соответствии с чертежами и требованиями. Наши оцинкованные болты по бетону выпускаются с электрогальваническим и горячим цинковым покрытием, что обеспечивает длительный срок службы. Мы предоставляем полный диапазон размеров для различных областей применения — от сборного строительства до тяжелых промышленных установок. Оптовые покупатели могут извлечь выгоду из эффективного производства и стабильного качества.
Параметры литых подъемных петель HULK Metal включают в себя широкий диапазон диаметров, длин и предельных рабочих нагрузок (WLL), чтобы удовлетворить различные потребности в подъеме сборных железобетонных конструкций. Каждая петля изготавливается с высокой точностью размеров и проходит испытания на прочность на растяжение, превышающую в три раза номинальную грузоподъемность. Благодаря четким техническим характеристикам вы можете выбрать подходящую литую подъемную петлю, обеспечивающую оптимальную производительность, безопасность и эффективность для вашего конкретного строительного проекта.
Наши подъемные петли выпускаются в широком диапазоне размеров и с различными допустимыми рабочими нагрузками, чтобы удовлетворить разнообразные потребности в подъеме сборных железобетонных конструкций. Каждая петля изготовлена из прочной легированной или углеродистой стали и покрыта электроцинковкой для превосходной коррозионной стойкости. Благодаря коэффициенту запаса прочности четыре или более, прецизионной резьбе и сертификации CE/ISO 9001, они обеспечивают надежную работу, легкую совместимость с подъемными муфтами и стабильное качество в сложных условиях строительства.

Фитинги HULK Metal для структурных труб и кронштейны поручней поставляются с детальными размерами, отверстиями и соответствующими диаметрами труб для обеспечения их полной совместимости. Существует множество видов обработки поверхности для удовлетворения различных экологических требований, включая горячее цинкование, двойное цинкование и порошковое окрашивание. Каждое изделие имеет свой артикул, что упрощает поиск и заказ, помогая лучше отслеживать проекты и гарантируя неизменно высокое качество и единообразие в работе.
Компания HULK Metal производит конструкционные фитинги для труб с внутренним поворотным тройником различных размеров, чтобы удовлетворить разнообразные требования проектов. Мы предлагаем варианты из ковкого чугуна, высокопрочного чугуна и материалов на заказ, все с гальваническим покрытием, порошковой покраской или специальными покрытиями. Стандартные размеры труб включают 33,7 мм, 42,4 мм и 48,3 мм, а также возможность дополнительной индивидуальной настройки по запросу. Эти фитинги разработаны для обеспечения более высоких конструкционных характеристик и более длительной защиты от коррозии.
Наши трехсекционные угловые тройники для труб доступны в различных типоразмерах и имеют настраиваемую конструкцию, позволяющую удовлетворить разнообразные требования проектов. Клиенты могут выбрать прочный ковкий чугун, высокопрочный чугун или нержавеющую сталь с различными вариантами обработки поверхности, включая гальванизацию и порошковое покрытие. Благодаря регулируемым углам от 0 до 11 градусов, этот фитинг обеспечивает гибкость монтажа и длительный срок службы. Каждый фитинг изготавливается в соответствии со строгими стандартами, гарантируя стабильность, надежность и высокую несущую способность.
Наши короткие тройники с наклонным профилем изготавливаются с высокой точностью размеров и из высококачественных материалов. Они доступны из ковкого чугуна, высокопрочного чугуна или сплавов, изготовленных по индивидуальному заказу, и могут быть покрыты цинком, порошковой краской или другими защитными слоями. Разнообразие размеров труб и углов (0–11 градусов) обеспечивает совместимость с различными требованиями проекта. Также доступны варианты, позволяющие удовлетворить особые потребности промышленного и архитектурного применения.
Параметры фланцевых оснований для структурных трубных соединений включают различные размеры, артикулы, виды обработки поверхности и габариты для совместимости с широким спектром труб. Каждый тип изделия тщательно изготавливается методом прецизионного литья и проходит строгие испытания для обеспечения надежности. Такие опции, как горячее цинкование, двойное цинкование и порошковое покрытие, обеспечивают повышенную коррозионную стойкость. Покупатели могут выбрать наиболее подходящие технические характеристики в соответствии с требованиями эксплуатации, что гарантирует лучшую адаптивность и долговечность в конструкционных проектах.
Параметры фланцев основания для конструкционных труб включают подробные варианты размеров, совместимость с различными типами труб и коды обработки поверхности. Покупатели могут выбирать между горячим цинкованием, двойным цинкованием, порошковым окрашиванием или вариантом без покрытия (черный металл) в соответствии с потребностями проекта. Каждый типоразмер имеет точные габариты, что гарантирует простоту монтажа и надежность опоры. Эти фитинги разработаны для эксплуатации в стойках ограждений, защитных барьерах и различных структурных каркасах, отвечая самым разнообразным требованиям заказчиков.
Структурный фитинг для труб «Короткий шарнирный тройник» доступен в различных размерах для удовлетворения различных системных требований.
Параметры наружных соединительных муфт для структурных труб включают размеры, варианты отделки поверхности и артикулы продукции. Данные фитинги доступны для труб различных диаметров, что позволяет подобрать их под любые требования к ограждениям или конструкциям. Заказчики могут выбрать горячее цинкование, двойное цинкование, порошковое покрытие или вариант без покрытия (черный металл).
Наши структурные фитинги для труб Поворотный Фланец Основания (Swivel Base Flange) доступны в различных размерах и материалах для удовлетворения самых разнообразных требований проекта. Вы можете выбрать изделия из ковкого чугуна, высокопрочного чугуна или заказать изготовление из специальных материалов с такими видами обработки поверхности, как цинкование, порошковое покрытие или индивидуальная отделка. Стандартные размеры труб включают 26,9 мм, 33,7 мм, 42,4 мм, 48,3 мм и 60,3 мм, также возможны варианты по индивидуальному заказу. Каждый фитинг проходит прецизионную обработку для обеспечения надежных и долговечных соединений в промышленных, коммерческих и DIY-проектах.
Наши конструкционные перекрестные фитинги типа Add-on доступны в различных размерах и материалах для удовлетворения любых строительных нужд. Каждый фитинг может быть изготовлен из ковкого чугуна, высокопрочного чугуна или по индивидуальному заказу из специальных материалов. Для повышения коррозийной стойкости применяются такие виды обработки поверхности, как гальванизация или порошковое окрашивание. Стандартные размеры труб включают 33.7 мм, 42.4 мм и 48.3 мм, однако мы также предлагаем возможность изготовления по индивидуальным параметрам для соответствия особым требованиям вашего проекта.
Параметры углового фитинга для двухсторонних труб под углом 90 градусов охватывают множество спецификаций для удовлетворения разнообразных требований проектов. Вы можете проверить доступные размеры, варианты обработки поверхности и соответствующий код, чтобы выбрать наиболее подходящий вариант для ваших перил, ограждений или промышленных систем. Благодаря точным размерам, долговечным покрытиям и подробным кодам продукции покупателям проще выбрать и подтвердить фитинги, соответствующие их потребностям.
Наши четырехрожковые крестовины для структурных трубных систем доступны в различных размерах и вариантах отделки поверхности для соответствия любым проектам. Изготовленные из ковкого или высокопрочного чугуна с возможностью кастомизации по запросу, эти фитинги отличаются долговечностью и устойчивостью к коррозии. В таблице ниже приведены доступные коды и размеры труб. Каждый фитинг спроектирован для точной посадки, что обеспечивает простоту сборки и долгосрочную стабильность в системах ограждений, DIY-проектах и промышленных конструкциях.
Параметры зажимных крестовин (Clamp-on Crossover) для структурных труб подтверждают их универсальность для самых разных системных требований. HULK Metal предлагает широкий выбор размеров труб для адаптации к различным конструкционным задачам.
Смещенная крестовина (Offset Crossover) для структурных труб доступна в широком диапазоне типоразмеров для соответствия различным строительным требованиям. Каждое изделие изготавливается из высококачественных материалов, таких как ковкий или высокопрочный чугун, и может быть адаптировано с помощью различных видов отделки, включая цинкование и порошковое окрашивание. Предлагая как стандартные, так и индивидуальные размеры, HULK Metal предоставляет надежные решения, отвечающие уникальным техническим спецификациям вашего проекта.
Конструкционные фитинги для труб с перекрестным соединением со смещением доступны в широком диапазоне размеров, чтобы соответствовать различным строительным требованиям. Каждое изделие изготавливается из высококачественных материалов, таких как ковкий или высокопрочный чугун, и может быть изготовлено с различными вариантами отделки, включая гальванизацию и порошковое покрытие. Предлагая как стандартные, так и нестандартные размеры, компания HULK Metal предоставляет надежные решения, отвечающие уникальным техническим требованиям вашего проекта.
Наши Тройные Сквозные Соединители для структурных труб выпускаются в различных размерах и подходят для стандартных труб диаметром от 26,9 мм до 60,3 мм.
Наши тройники с зажимным креплением для конструкционных труб доступны в различных типоразмерах для разнообразных применений, с возможностью выбора материала, включая ковкий чугун, высокопрочный чугун и другие металлы. Обработка поверхности, такая как гальванизация, порошковая окраска или другие виды отделки, повышает долговечность и коррозионную стойкость. Каждый фитинг производится в соответствии со строгими международными нормами и стандартами, обеспечивая надежную работу в строительных проектах, системах ограждений, перилах и при самостоятельной установке, гарантируя безопасность и длительный срок службы.
Наши структурные трубные фитинги типа «двухразтрубная крестовина» доступны в различных размерах и материалах для удовлетворения различных строительных нужд. Они могут быть изготовлены из ковкого чугуна, высокопрочного чугуна или по индивидуальному заказу, а также предлагаются с горячим цинкованием, порошковым покрытием или другими видами обработки поверхности для повышения долговечности. Благодаря вариантам размеров от 26,9 мм до 60,3 мм и настраиваемым характеристикам, они идеально подходят для требований вашего проекта.
HULK Metal предлагает комбинированные двойные поворотные фитинги для структурных труб в диапазоне размеров от 26,9 мм до 48,3 мм с возможностью изготовления по индивидуальному заказу. Изготовленные из ковкого или высокопрочного чугуна, эти фитинги могут подвергаться различным видам обработки поверхности, таким как цинкование, порошковое окрашивание или специальные покрытия, в зависимости от конкретных условий применения. Четкие параметры данных, включая материал, размеры труб и артикулы, позволяют покупателям легко подбирать подходящие фитинги для своих проектов.
Трехгнездовой тройник для структурных труб представлен в нескольких типоразмерах для труб диаметром от 26,9 мм до 60,3 мм, с возможностью изготовления по индивидуальным размерам. HULK Metal предлагает на выбор такие материалы, как ковкий чугун, высокопрочный чугун или алюминий, с вариантами обработки поверхности, включая цинкование, порошковое окрашивание или специальные покрытия. Такая гибкость обеспечивает пригодность для широкого спектра условий эксплуатации — от промышленных проектов до наружных систем ограждений.
Металлические угловые фитинги HULK с боковым отводом доступны в широком диапазоне размеров для удовлетворения различных системных требований. Клиенты могут выбрать различные варианты обработки поверхности, включая горячее цинкование, двухслойное цинкование и порошковую окраску, в зависимости от условий эксплуатации. Каждый фитинг разработан с учетом точных размеров и артикулов, что делает выбор и монтаж проще, быстрее и надежнее для международных проектов.
Параметры поворотного фитинга для труб с изменяемым диаметром охватывают варианты материалов, обработки поверхности и совместимость с размерами труб, что позволяет удовлетворить различные требования проекта. Вы можете выбрать ковкий чугун, высокопрочный чугун, нержавеющую сталь или алюминий, а также нанести цинковое, двухслойное или порошковое покрытие. Доступны различные размеры труб для различных систем, а также предусмотрены возможности индивидуальной настройки для удовлетворения конкретных конструктивных требований.
Переходной короткий тройник для структурных труб выпускается в различных комбинациях размеров труб для удовлетворения любых потребностей в ограждениях и строительстве. Изготовленный из ковкого или высокопрочного чугуна, он обеспечивает прочность, стабильность и длительный срок службы. Заказчики могут выбирать между оцинкованным, порошковым или специальным покрытием в соответствии с конкретными требованиями проекта. Дополнительные типоразмеры и OEM-решения доступны для поддержки различных сфер применения по всему миру.
Параметры односекционного тройника для труб демонстрируют его универсальность для различных проектов. Доступен в исполнении из ковкого чугуна, высокопрочного чугуна или материалов, изготовленных на заказ, с возможностью гальванизации, порошковой окраски или других обработок для обеспечения коррозионной стойкости. Благодаря стандартным размерам труб 33,7 мм, 42,4 мм и 48,3 мм, а также возможности индивидуальной настройки, компания HULK Metal гарантирует, что фитинги точно соответствуют вашим потребностям при монтаже.
HULK Metal предлагает кронштейны для структурного крепления труб с одной проушиной с настраиваемыми техническими характеристиками для соответствия различным требованиям проектов.
Параметры вертикальной боковой опоры для ограждений (структурного фитинга для труб) демонстрируют её адаптивность и прочность.
Наши структурные фитинги для труб типа «колыбель» (Cradle Clamp) доступны в различных размерах для труб, включая 33,7 мм, 42,4 мм и 48,3 мм, с возможностью индивидуального заказа в соответствии с конкретными потребностями проекта. Каждый фитинг изготовлен из высококачественного ковкого или высокопрочного чугуна и может быть обработан методом цинкования, порошкового окрашивания или другими видами отделки поверхности по запросу. Благодаря стандартизированным размерам и точной механической обработке эти фитинги обеспечивают надежную сборку, стабильное качество и адаптируемость для различных систем ограждений и структурных трубопроводов.
Наши структурные фитинги для боковой опоры горизонтальных перил доступны для труб различных диаметров, включая 33,7 мм, 42,4 мм и 48,3 мм, с возможностью изготовления по индивидуальным размерам в соответствии с вашими требованиями. Изготовленные из ковкого или высокопрочного чугуна, они также могут быть выполнены из других материалов под заказ. Мы предлагаем различные виды обработки поверхности, такие как цинкование и порошковое окрашивание, что обеспечивает коррозионную стойкость и увеличенный срок службы в различных условиях эксплуатации и монтажа.
HULK Metal поставляет регулируемые короткие тройники для труб различных размеров в диапазоне от 26,9 мм до 48,3 мм с регулируемым углом от 30° до 60°. Эти фитинги могут быть изготовлены по индивидуальному заказу из таких материалов, как ковкий или высокопрочный чугун, с обработкой поверхности, включая гальванизацию или порошковое окрашивание. Гибкость технических характеристик и видов отделки обеспечивает совместимость с различными требованиями проектов и гарантирует надежную работу в различных условиях монтажа.
Одинарный шарнирный структурный трубный фитинг (Single Swivel Combination) поставляется для широкого диапазона размеров труб от 26,9 мм до 60,3 мм с возможностью индивидуальной настройки в соответствии с конкретными требованиями проекта. Изготовленный из ковкого чугуна, высокопрочного чугуна или материалов по индивидуальному заказу, он поддерживает различные виды обработки поверхности, включая цинкование и порошковое окрашивание. Каждое изделие производится по строгим стандартам, что обеспечивает стабильность характеристик, долговечность и совместимость с различными системами структурных труб.
Дополнительный короткий тройник (Add-on Short Tee) для структурных труб доступен в различных размерах для соответствия различным системным требованиям. Изготовленные из ковкого чугуна, высокопрочного чугуна или материалов по индивидуальному заказу, фитинги могут иметь оцинкованное, порошковое или специальное покрытие. Каждое изделие производится в соответствии со строгими стандартами качества для обеспечения долговечности, точности и совместимости. Заказчики также могут запросить индивидуальные размеры и варианты отделки поверхности для специфических областей применения.
Параметры структурного трубного фитинга «Колено переменного сечения» включают несколько вариантов размеров труб, коррозионностойкую обработку поверхности и международные стандартизированные коды. Заказчики могут выбирать между горячим цинкованием, двойным гальваническим покрытием или порошковой окраской в зависимости от условий эксплуатации. Каждый фитинг спроектирован с обеспечением точного соблюдения размеров, что гарантирует простоту монтажа и совместимость. Благодаря четким кодам спецификаций покупатели могут легко выбрать подходящий размер и отделку поверхности для нужд своего проекта.
Регулируемая угловая крестовина с двумя гнездами (Adjustable Angle Two Socket Cross) для структурных труб изготавливается из ковкого чугуна, высокопрочного чугуна или материалов по индивидуальному заказу. Доступные варианты обработки поверхности включают оцинковку и порошковое покрытие для усиленной защиты. Фитинг подходит для стандартных размеров труб 33,7 мм, 42,4 мм и 48,3 мм с возможностью регулировки угла в диапазоне от 45° до 90°. Также доступны варианты кастомизации, позволяющие выбрать оптимальные размеры и виды отделки в соответствии с требованиями вашего проекта.
Наши оцинкованные наземные стаканы (Galv Ground Socket) для структурных труб доступны в различных размерах для удовлетворения различных строительных нужд. Изготовленные из ковкого чугуна, высокопрочного чугуна или материалов по индивидуальному заказу, они обеспечивают как прочность, так и гибкость. Варианты обработки поверхности включают оцинковку, порошковое покрытие или индивидуальную отделку для повышения коррозийной стойкости. Стандартные размеры труб включают 33,7 мм, 42,4 мм и 48,3 мм, при этом доступны индивидуальные варианты в соответствии со специфическими требованиями проекта.
Компания HULK Metal производит конструкционные фитинги для труб с боковым креплением в различных размерах и из разных материалов для разнообразных применений в ограждениях. Стандартные размеры раструба охватывают диаметры труб 33,7 мм, 42,4 мм и 48,3 мм, с возможностью индивидуальной настройки. Клиенты могут выбрать обработку поверхности, такую как горячее цинкование, двойное покрытие или порошковая покраска, для повышения коррозионной стойкости. Каждый фитинг производится под строгим контролем качества, что гарантирует точность, долговечность и длительную эксплуатацию в различных проектах.
Конструкционный фитинг для труб с двойными выступами доступен в различных размерах и вариантах обработки поверхности для разнообразных конструкционных применений. Изготавливается из ковкого чугуна, высокопрочного чугуна или материалов, изготовленных по индивидуальному заказу, и может быть обработан цинкованием, порошковой покраской или другими видами отделки. Стандартная совместимость с трубами составляет от 26,9 мм до 48,3 мм, с возможностью индивидуальной настройки. Каждый фитинг точно спроектирован и сертифицирован в соответствии с международными стандартами качества и монтажа.
Конструкционные фитинги для труб с двойным наружным поворотным соединением от HULK Metal изготавливаются в соответствии со строгими стандартами размеров и с различными видами обработки поверхности, такими как горячее цинкование или порошковая покраска, для повышения долговечности. Доступны трубы различных размеров от 26,9 мм до 60,3 мм для удовлетворения различных конструктивных требований, а также поддерживается индивидуальная настройка. Каждый продукт имеет специальный код для упрощения закупок и управления проектами, обеспечивая бесшовную интеграцию в вашу систему.
Наши заглушки для структурных трубных фитингов изготавливаются из ковкого чугуна, высокопрочного чугуна или по индивидуальному заказу в соответствии с требованиями различных проектов. Разнообразные варианты обработки поверхности, такие как цинкование или порошковое покрытие, обеспечивают долговечность и коррозийную стойкость. Стандартные размеры подходят для обычных труб диаметром от 26,9 мм до 60,3 мм, также доступно изготовление по индивидуальным параметрам. Каждое изделие точно спроектировано и протестировано для обеспечения надежной фиксации, герметичности и долговечной эксплуатации в различных структурных системах.
Наши конструкционные фитинги с крюками выпускаются в различных размерах для труб разного диаметра. Они доступны из чугуна, нержавеющей стали и алюминия с различными видами обработки поверхности, включая горячее цинкование, двухслойное цинкование и порошковое покрытие. Каждый крюк соответствует международным стандартам качества, а его размеры, материалы и покрытия тщательно подобраны для обеспечения долговечности, коррозионной стойкости и совместимости с вашими перилами или трубопроводными системами.
Наши фитинги для труб с фланцевым креплением наклонных ограждений доступны в различных размерах и вариантах отделки поверхности, чтобы соответствовать требованиям различных систем ограждений. Благодаря точным размерам и высококачественным материалам, таким как ковкий и высокопрочный чугун, эти фитинги обеспечивают превосходную стабильность и производительность. Доступны варианты горячего цинкования, двойного цинкования, порошковой окраски или черной отделки, что позволяет выбрать наиболее подходящий вариант для ваших условий эксплуатации.
Наши структурные трубные фитинги для дверных петель доступны в различных размерах, соответствующих стандартным трубам, что обеспечивает простоту монтажа и надежную прочность. Каждая петля может поставляться с горячеоцинкованной, двойной оцинкованной, порошковой или необработанной черной поверхностью, обеспечивая отличную стойкость к коррозии. Благодаря четко определенным кодам продукции, размерам и вариантам отделки вы сможете быстро подобрать подходящий фитинг для своего проекта. Эти фитинги разработаны для обеспечения надежной работы как внутри помещений, так и на открытом воздухе.
Фитинги для ворот Gate Eye Structural Pipe Fittings выпускаются в различных размерах от DN20 до DN40, что делает их подходящими для различных систем ворот и ограждений. Каждый размер точно отлит и обработан для гарантии долговечности. Доступны варианты горячего цинкования, двойного цинкования, порошковой окраски и черного покрытия. Каждый фитинг имеет кодировку для легкой идентификации, что обеспечивает точный заказ, ускоренную обработку и надежную сборку как в ограждениях, так и при самостоятельной установке конструкций.
Короткие тройники для оцинкованных трубных поручней доступны в широком диапазоне размеров для удовлетворения различных строительных потребностей. Каждый фитинг может быть изготовлен с горячим цинкованием, двойным цинкованием, порошковой окраской или необработанным черным покрытием, что обеспечивает превосходную адаптивность к различным условиям эксплуатации. Подробные размеры и коды позволяют покупателям быстро выбрать подходящий продукт, обеспечивая упрощенную закупку, точное соответствие и стабильные результаты монтажа.
Параметры оцинкованного короткого переходного тройника для трубных поручней включают полный спектр размеров, вариантов обработки поверхности и размерных кодов для удовлетворения различных потребностей проекта. Каждый фитинг доступен из ковкого или высокопрочного чугуна с горячим цинкованием, двойным цинкованием, порошковым покрытием или без покрытия (черный металл). Заказчики могут легко выбрать подходящий тип, проверив размер трубы, код отделки и размеры, чтобы гарантировать совместимость и долговечность в эксплуатации.
Оцинкованный длинный тройник для трубных фитингов доступен в различных размерах от DN20 до DN50, что отвечает разнообразным требованиям к монтажу. Каждое изделие может быть выполнено с горячим цинкованием, двойным цинкованием, порошковым покрытием или без покрытия (черная поверхность) в соответствии с различными условиями эксплуатации. Подробные коды и размеры предоставляются для удобства выбора, помогая вам определить подходящий продукт для конкретных нужд вашего проекта.
Тройники с боковым выходом и хомутом из оцинкованной стали доступны в широком диапазоне размеров, подходящих для труб диаметром от 21,3 мм до 60,3 мм. Заказчики могут выбрать горячее цинкование, двухслойное цинкование, порошковое покрытие или черную необработанную поверхность в соответствии с требованиями своего проекта. Каждый фитинг тщательно маркируется и имеет заданные размеры для обеспечения точной установки, превосходной производительности и долговечности в различных условиях окружающей среды.
Параметры наших оцинкованных дополнительных тройников с боковым выходом охватывают различные размеры труб, виды обработки поверхности и индивидуальные артикулы, что помогает заказчикам быстро подобрать изделие под нужды конкретного проекта. Благодаря таким опциям, как горячее цинкование, двойное цинкование, порошковое окрашивание и отсутствие покрытия, покупатели могут выбрать оптимальное решение с точки зрения долговечности, экономичности и соответствия условиям эксплуатации. Стандартизированные размеры обеспечивают полную совместимость с международными требованиями к системам защитных ограждений и поручней.
Наши оцинкованные двухразтрубные крестовины (119) для защитных ограждений представлены в широком диапазоне размеров и вариантов отделки для удовлетворения различных требований проекта. Заказчики могут выбирать между горячим цинкованием, двойным цинкованием, порошковым покрытием или черной поверхностью без покрытия в зависимости от условий эксплуатации. Детальная система кодов в сочетании с точными размерами обеспечивает удобство выбора и точность применения как в стандартных системах ограждений, так и в индивидуальных конструкциях.
Параметры оцинкованной переходной двухразтрубной крестовины 119R включают спецификации размеров, варианты отделки поверхности и коды изделий. Данный фитинг доступен в нескольких диаметрах для соответствия различным трубным системам, что обеспечивает точную совместимость. Заказчики могут выбрать горячее цинкование, двойное цинкование или порошковое покрытие в зависимости от условий эксплуатации. Каждому коду изделия соответствует определенный вид отделки, что делает процесс выбора и закупки более простым и эффективным для различных нужд применения.
Оцинкованная дополнительная двухразтрубная крестовина для систем ограждений доступна в различных размерах и вариантах обработки поверхности для соответствия разным областям применения. Каждое изделие проходит точное литье и обработку в соответствии со строгими размерными стандартами. Заказчики могут выбрать горячее цинкование, двойное цинкование, порошковое покрытие или необработанную черную поверхность в зависимости от условий эксплуатации. Мы предоставляем четкие коды продукции, подробные размеры и данные по совместимости с трубами, чтобы упростить выбор и гарантировать надежную работу системы.
Отвод 123 для оцинкованных ограждений (от 40 до 70 градусов) предназначен для соединения двух труб под регулируемым углом и широко используется в лестничных перилах, наклонных поручнях и системах защитных ограждений. Благодаря различным вариантам отделки и строгому контролю качества по стандарту ISO 9001, он обеспечивает повышенную долговечность, коррозийную стойкость и простоту монтажа.
Зажимной фитинг типа 124 (Key Clamp) изготавливается из ковкого или высокопрочного чугуна и обрабатывается методом горячего цинкования, двойного цинкования или порошкового покрытия для повышения долговечности. Доступный в размерах 33,7 мм, 42,4 мм и 48,3 мм, он обеспечивает совместимость с трубами мировых стандартов. Каждый фитинг соответствует стандартам качества ISO 9001, предлагая отличную коррозийную стойкость и надежную работу в защитных ограждениях, поручнях и сборных металлоконструкциях.
Отвод 90 градусов 125 для оцинкованных соединительных фитингов доступен в размерах от 21,3 мм до 60,3 мм (от 1/2" до 2") и изготавливается из ковкого или высокопрочного чугуна. Различные виды обработки поверхности, включая горячее цинкование, двойное цинкование и порошковое покрытие, обеспечивают коррозийную стойкость и долговечность. Каждый фитинг соответствует строгим размерным допускам и стандартам качества, что делает его подходящим для поручней, защитных ограждений и сборных металлоконструкций в различных внутренних и наружных условиях эксплуатации.
В настоящее время у нас в наличии только угловые патрубки CD на 90 градусов. Если у вас есть особые требования и большой объем заказа, мы также предоставляем услуги OEM.

Наши алюминиевые детали, изготовленные методом литья под давлением, производятся в строгом соответствии с чертежами, сочетая процесс литья с последующей обработкой на ЧПУ: точением, фрезерованием, сверлением и полировкой. Для соответствия эксплуатационным требованиям доступны различные виды финишной отделки. Детали применяются в автомобильной промышленности, строительстве, сельскохозяйственном машиностроении, энергетических системах и различных OEM-проектах. Комплексная инспекция, гибкие варианты упаковки, надежная логистика и долгосрочная гарантия качества обеспечивают стабильные поставки для глобальных производственных программ и повторных заказов.
HULK Metal изготавливает детали методом литья в песчаные формы в соответствии с чертежами заказчика, используя такие материалы, как чугун, сталь, нержавеющая сталь, легированная сталь и алюминий. Различные процессы литья в песчаные формы сочетаются с обработкой на станках с ЧПУ для обеспечения соответствия требованиям к размерам и чистоте поверхности. Каждый заказ сопровождается соблюдением стандартов контроля, гибкими вариантами упаковки и надежной логистикой. Такой подход гарантирует стабильное качество, единообразие партий и долгосрочное OEM-сотрудничество.
В этом разделе представлены основные параметры нашей алюминиевой распределительной коробки, изготовленной методом литья под давлением, включая материалы, методы производства, технологические процессы, обработку поверхности, тестирование, упаковку, доставку и объем обслуживания. Производство осуществляется по чертежам заказчика с использованием литого алюминия в сочетании с литьем, механической обработкой и финишной отделкой. Мы поддерживаем изготовление различных типов распределительных коробок, обеспечивая полный контроль качества, гибкие логистические решения и долгосрочную гарантию на протяжении всего цикла поставок, что позволяет соответствовать требованиям к промышленным электротехническим корпусам для различных областей применения по всему миру.
Параметры наших радиаторов, изготовленных методом литья под давлением, отражают гибкость OEM-производства, основанного строго на чертежах. Материалы включают алюминий, сталь, нержавеющую сталь и легированную сталь в сочетании с литьем, ковкой, штамповкой, экструзией и обработкой на станках с ЧПУ. Разнообразные методы обработки поверхности, полный контроль, охватывающий химические и механические свойства, индивидуальная упаковка, глобальная доставка и долгосрочная гарантия качества обеспечивают стабильную работу в энергетике, двигателестроении, строительстве и специализированных промышленных приложениях, наряду с надежным послепродажным обслуживанием и консультационной поддержкой по вопросам логистики для клиентов по всему миру.
Литые стальные детали широко используются в несущих и конструкционных элементах, требующих прочности, долговечности и стабильности размеров. Компания HULK Metal производит литые стальные детали по OEM-заказам строго в соответствии с чертежами, включая литье, обработку на станках с ЧПУ, обработку поверхности и упаковку. Наши заводы поддерживают различные процессы литья, что позволяет нам соответствовать различным конструктивным требованиям, ожиданиям по стоимости и срокам поставки для крупных производственных заказов.
Литой алюминиевый корпус изготавливается строго по чертежам заказчика с использованием литья под давлением в сочетании с обработкой на станках с ЧПУ, такой как токарная обработка, фрезерование, сверление, шлифование и полировка. Варианты обработки поверхности включают анодирование, порошковую окраску, цинкование и дробеструйную обработку. Каждый корпус проходит испытания на химический состав, механические свойства, размеры и качество поверхности, после чего надежно упаковывается и доставляется по всему миру с долгосрочной гарантией качества и полным комплексом OEM-услуг по поддержке решений для литых алюминиевых корпусов.
Эта программа OEM-производства запчастей для велосипедов поддерживает работу с различными материалами и технологиями: от литья до обработки на станках с ЧПУ и финишной отделки поверхностей. Мы изготавливаем полный спектр комплектующих на основе чертежей заказчика, применяя строгий контроль химического состава, механических свойств, геометрических размеров и качества поверхностей, а также организуем упаковку и доставку по всему миру.Гибкая логистика, инспекционный контроль и послепродажная поддержка обеспечивают долгосрочную стабильность поставок для брендов, реализующих сложные проекты по закупке велосипедных компонентов, позволяя эффективно управлять объемами и глобальными производственными циклами.
Прецизионные детали HULK Metal, изготовленные методом литья под давлением, производятся в соответствии с чертежами заказчика с использованием высококачественного литейного алюминия. Производственный процесс сочетает в себе литье, ковку, штамповку, экструзию и механическую обработку на станках с ЧПУ, включая токарную обработку, фрезерование, сверление и полировку.Варианты обработки поверхности включают порошковое окрашивание, цинкование, пассивацию и дробеструйную очистку. Детали широко применяются в корпусах двигателей, системах охлаждения, компонентах выхлопных систем и корпусах топливных систем. Полный цикл упаковки, доставки и послепродажного обслуживания обеспечивает долгосрочную гарантию качества и надежные OEM-поставки для крупных оптовых покупателей.
Наши литые алюминиевые кронштейны производятся в строгом соответствии с вашими чертежами методом литья под давлением с последующей прецизионной обработкой на станках с ЧПУ для обеспечения жестких допусков. Доступные с различными вариантами финишной отделки — включая анодирование, порошковую окраску и дробеструйную обработку — они полностью соответствуют строгим стандартам по химическому составу, механическим свойствам и точности размеров. Широко применяемые в автомобилестроении, промышленном машиностроении и секторе возобновляемой энергетики, наши кронштейны обеспечиваются пожизненной гарантией качества, а также гибкими условиями упаковки, доставки и послепродажной поддержки.
Наши параметры литья под давлением охватывают полный цикл производства алюминиевых автокомпонентов. Изготовление осуществляется в строгом соответствии с чертежами: от процесса литья до прецизионной обработки на станках с ЧПУ и финишной отделки поверхности.
HULK Metal производит сельскохозяйственное литье методами литья в песчаные формы, кокильного литья или литья по выплавляемым моделям в строгом соответствии с чертежами заказчика. Используемые материалы включают ВЧ (высокопрочный чугун), СЧ (серый чугун), ковкий чугун, углеродистую сталь, нержавеющую сталь и алюминий. Типовые изделия: корпуса редукторов, лемехи плугов, ступицы колес тракторов, режущие головки комбайнов и молотильные барабаны. Доступны различные виды обработки поверхности: порошковое окрашивание, цинкование или анодирование. Упаковка и доставка (морским, авиационным или наземным транспортом) полностью настраиваются под нужды клиента и сопровождаются пожизненной гарантией качества и дополнительными сервисными услугами.
Наши OEM-услуги по производству Automobile Casting Components ориентированы на стабильное серийное производство и удовлетворение самых жестких требований автомобильной промышленности. HULK Metal объединяет мощности специализированных литейных заводов и цехов механической обработки в единую систему, способную работать с любыми материалами, формами и допусками.
Мы производим молотковые лезвия для косилок на заказ строго по вашим чертежам или образцам. Предлагая гибкость в выборе материалов — включая высокопрочный чугун, серый чугун и литую сталь — и таких технологий, как литье в песчаные формы, мы учитываем каждую деталь, от геометрии до качества обработки поверхности. Наша интегрированная цепочка поставок гарантирует стабильное качество, а индивидуальная упаковка и глобальная логистическая поддержка упрощают процесс закупок. Все изделия проходят многоступенчатую проверку перед отгрузкой.
Наши детали двигателя, изготовленные методом литья под давлением, производятся в строгом соответствии с чертежами заказчика с использованием литого алюминия и интегрированных производственных процессов. От литья и вторичной обработки до поверхностной обработки, упаковки и доставки — каждый этап управляется в соответствии со стандартами ISO 9001. Комплексные испытания гарантируют однородность материала, точность размеров и качество поверхности, что делает эти компоненты двигателя пригодными для долгосрочной эксплуатации в условиях высоких нагрузок.
Компания HULK Metal производит литые защитные кожухи для серпов на заказ, используя литье в песчаные формы или другие методы в соответствии с вашими чертежами. Мы работаем с высокопрочным чугуном (QT), серым чугуном (HT), литой сталью ZG25 или сплавами, указанными заказчиком. Каждая отливка проходит полную проверку на химический состав, механические свойства, размеры и качество поверхности. Упаковка, доставка (морским/воздушным/наземным транспортом) и обработка поверхности, такая как порошковое покрытие, полностью настраиваются в соответствии с требованиями крупных заказов и международными стандартами доставки.
HULK Metal предоставляет услуги литья в песчаные формы на основе жидкого стекла строго в соответствии с вашими чертежами. Мы работаем с такими материалами, как чугун, сталь, нержавеющая сталь, легированная сталь и алюминий. Наш процесс включает в себя литье, обработку на станках с ЧПУ, обработку поверхности, упаковку и доставку. Сферы применения охватывают строительную технику, автомобилестроение, насосы, клапаны, сельскохозяйственное и горнодобывающее оборудование, энергетику и общепромышленные детали — все это с пожизненной гарантией качества.
Отливки из нержавеющей стали от HULK Metal изготавливаются по чертежам заказчика, охватывая марки материалов от 304 до 316L. Мы сочетаем гибкие методы литья с обработкой на станках с ЧПУ, обработкой поверхности и контролируемой упаковкой для удовлетворения различных прикладных задач. Каждый заказ соответствует установленным стандартам контроля химического состава, механических свойств, размеров и качества поверхности, что дополняется консультациями по фрахту, послепродажным обслуживанием и долгосрочной гарантией качества для промышленных покупателей в различных отраслях по всему миру.
Наши услуги по литью в песчаные формы с использованием смолы охватывают весь цикл производства OEM-продукции по чертежам заказчика, от выбора материала до готовой поставки. Благодаря интегрированным литейным цехам по литью в песчаные формы с использованием смолы и цехам обработки на станках с ЧПУ, мы работаем с деталями из чугуна, стали, нержавеющей стали, легированной стали и алюминия. Обработка поверхности, тестирование, упаковка, логистика и долгосрочное обеспечение качества управляются в рамках единой системы, что гарантирует стабильные поставки и неизменно высокое качество для крупномасштабных промышленных применений.
Наши корпуса редукторов изготавливаются строго по чертежам заказчика, включая горизонтальные, вертикальные, цельные и разъемные конструкции. Мы работаем с чугуном, сталью, нержавеющей сталью и легированной сталью, используя литье по выплавляемым моделям и литье в песчаные формы в сочетании с обработкой на станках с ЧПУ. Каждый корпус редуктора проходит химический, механический, размерный и поверхностный контроль, а также обеспечивается гибкая упаковка, возможность доставки по всему миру и долгосрочная гарантия качества.
Наши литые детали для мотоциклов включают блоки двигателей, корпуса трансмиссий, тормозные суппорты, маятники и декоративные элементы — все изготавливается по вашим чертежам CAD или другим проектам. Используемые материалы: высокопрочный чугун, углеродистая сталь, нержавеющая сталь и литые алюминиевые сплавы. Технологические процессы: литье в песчаные формы, литье по выплавляемым моделям, литье под высоким давлением. В стоимость включены механическая обработка, подготовка поверхности и индивидуальная упаковка. Полное тестирование размеров и металлургические испытания. Доставка по всему миру. Пожизненная гарантия качества. Нет слишком сложных минимальных объемов заказа — если это металл, пригодный для литья, мы все сделаем правильно.
В этом разделе представлен полный перечень услуг по поставке деталей, изготовленных методом литья по выплавляемым моделям. От выбора материала до механической обработки, обработки поверхности, контроля качества, упаковки и доставки — каждый этап проходит в соответствии с установленными процедурами. Мы производим продукцию строго по чертежам, работаем с различными марками стали и предлагаем гибкие логистические решения. Комплексное тестирование, индивидуальная упаковка и долгосрочная гарантия качества помогают крупным покупателям более эффективно управлять затратами, стабильностью и рисками доставки в различных отраслях и масштабах производства.
Наши услуги по литью по выплавляемым моделям охватывают весь цикл производства OEM-продукции по чертежам, от выбора сырья до поставки готовых деталей. Компания HULK Metal работает с чугуном, сталью, нержавеющей сталью, легированной сталью и алюминием, используя станки с ЧПУ и различные виды обработки поверхности. Строгий контроль качества гарантирует стабильное качество, а гибкая упаковка, логистические возможности и долгосрочная гарантия качества обеспечивают возможность оптовых закупок для различных промышленных применений.
Наши услуги по литью по выплавляемым моделям охватывают полный цикл производства OEM-продукции на основе чертежей заказчика, от выбора материала до окончательной поставки. Детали из стали, нержавеющей стали и легированной стали изготавливаются методом литья по выплавляемым моделям с последующей обработкой на станках с ЧПУ и поверхностной обработкой. Каждый заказ включает в себя химический и механический анализ, контроль размеров, гибкую упаковку, глобальную логистику, послепродажную поддержку и долгосрочное обеспечение качества для стабильных поставок в автомобильную промышленность, промышленное строительство и другие области применения металлоизделий OEM-производителей по всему миру.
Компания HULK Metal производит отливки из серого чугуна в точном соответствии с требованиями заказчика, используя литье в песчаные формы, литье по выплавляемым моделям или другие специализированные процессы. Мы работаем со стандартными марками серого чугуна, включая HT100–HT350, и предлагаем индивидуальные допуски, обработку поверхности и решения по упаковке. Каждый компонент проходит всестороннее тестирование на химический состав, механические свойства, размеры и качество поверхности, что гарантирует полное соответствие международным стандартам и требованиям применения для крупных промышленных покупателей.
Компания HULK Metal производит отливки из высокопрочного чугуна в точном соответствии с требованиями заказчика, используя литье в песчаные формы, литье по выплавляемым моделям или специализированные процессы. Мы работаем со стандартными марками чугуна, такими как QT400-18 – QT700-2, предлагаем полный спектр услуг по обработке на станках с ЧПУ, включая токарную, фрезерную и сверлильную обработку, а также применяем такие методы обработки поверхности, как дробеструйная обработка или порошковая покраска. Все детали проходят тщательное тестирование на химический состав, механические свойства и точность размеров, а упаковка и доставка подбираются с учетом ваших логистических потребностей.
Компания HULK Metal предоставляет высококачественные услуги по литью чугунных фитингов для водосточных труб сотням клиентов по всему миру. У нас есть опытная команда, современный литейный цех и полностью оборудованный центр контроля качества, и мы произвели более десятка типов чугунных фитингов для водосточных труб. Мы предлагаем комплексное послепродажное обслуживание.
Компания HULK Metal производит высококачественные чугунные отливки с использованием литья в песчаные формы, литья по выплавляемым моделям или индивидуальных процессов на основе ваших 2D/3D чертежей. Мы работаем как с высокопрочным, так и с серым чугуном, предлагая полный спектр услуг по обработке на станках с ЧПУ, включая токарную, фрезерную и сверлильную обработку, а также различные виды обработки поверхности, такие как дробеструйная обработка и порошковое покрытие. Каждая деталь проходит строгий химический, механический и размерный контроль. Упаковка и доставка полностью настраиваются в соответствии с требованиями крупных заказов для глобальных промышленных клиентов.
HULK Metal обеспечивает вертикально интегрированную цепочку поставок прецизионных кованых деталей — от закупки сырья до финальной обработки поверхности. Наша техническая команда анализирует сложные геометрические формы для выбора наиболее эффективного метода ковки, обеспечивая точность размеров в пределах ±0,1 мм. Благодаря сочетанию мощных ковочных прессов с 4-х и 5-осевой фрезерной обработкой, мы поставляем готовые к сборке компоненты, которые соответствуют самым высоким стандартам безопасности и производительности в различных отраслях промышленности.
Наши услуги OEM интегрируют передовые методы ковки с высокоточной обработкой на станках с ЧПУ, что позволяет производить компоненты с допусками до ±0,01 мм. Объединяя наши обширные заводские ресурсы с технической командой, обладающей глубокими знаниями в области металлургических свойств, мы обеспечиваем непрерывный и отлаженный процесс производства. От первичного анализа чертежей до финальной обработки поверхности — мы гарантируем, что ваши серийные заказы будут выполнены со стабильным качеством, оптимизированными затратами и надежным соблюдением графиков поставок.
Наши OEM-услуги предоставляют вертикально интегрированное решение для сложных кованых деталей мотоциклов, превращая ваши технические чертежи в высокопрочные компоненты. Сочетая передовую штамповку с прецизионной обработкой на станках с ЧПУ, мы обрабатываем различные материалы, такие как алюминий и легированная сталь, с абсолютной точностью. Наша инженерная группа контролирует весь жизненный цикл — от анализа химического состава до обработки поверхности — гарантируя, что каждая деталь соответствует вашим конкретным механическим требованиям и поставляется готовой к сборке высокопроизводительных узлов.
HULK Metal предоставляет комплексные OEM-услуги по производству кованых деталей для горнодобывающей промышленности, строго следуя вашим техническим чертежам. Мы обрабатываем углеродистую, нержавеющую и легированную сталь, используя передовые методы горячей ковки и штамповки с последующей прецизионной обработкой на станках с ЧПУ. Наш завод гарантирует долговечность изделий благодаря строгим химическим и механическим испытаниям. Мы предлагаем различные варианты обработки поверхности и индивидуальные решения по упаковке, гарантируя, что ваши компоненты будут доставлены готовыми к немедленной сборке и обеспечены пожизненной гарантией качества.
Мы производим кованые металлические детали в строгом соответствии с вашими чертежами. Материалы: сталь, нержавеющая сталь, легированная сталь, алюминий. Процессы: горячая и холодная ковка + ЧПУ (токарная обработка, фрезерование, сверление и др.). Варианты обработки поверхности включают цинкование, анодирование и порошковое окрашивание. Применяются в автомобильной, нефтегазовой, железнодорожной и сельскохозяйственной отраслях. Проверка включает химический анализ, механические испытания, контроль размеров и качества отделки. Упаковка — стандартная или по индивидуальному заказу. Доставка морем, воздухом или сушей. Пожизненная гарантия качества. Ваш OEM-партнер — без упрощений и неприятных сюрпризов.
OEM-услуги по изготовлению кованых заготовок шестерен предоставляются строго в соответствии с чертежами, охватывая горячую ковку, штамповку и полный цикл обработки на станках с ЧПУ. Материалы включают углеродистую, нержавеющую и легированную сталь с возможностью дополнительной поверхностной обработки. Каждый заказ проходит контролируемую проверку химического состава, механических свойств, размеров и качества поверхности, что дополняется гибкой упаковкой, координацией логистики и долгосрочной гарантией качества для проектов в автомобильной, промышленной, сельскохозяйственной, энергетической и транспортной отраслях по всему миру.
HULK Metal предлагает полный спектр OEM-параметров для изготовления малогабаритных поковок, охватывающий выбор материалов, контроль процессов, механическую обработку, отделку поверхности, инспекцию, упаковку, доставку и послепродажное обслуживание. Производство осуществляется по чертежам заказчика с использованием горячей и холодной ковки, штамповки в закрытых штампах и обработки на станках с ЧПУ. Мы обслуживаем различные отрасли промышленности, обеспечивая строгий контроль качества, гибкие логистические решения, индивидуальную упаковку и долгосрочные гарантии качества для эффективной и надежной поддержки стабильных планов закупок в глобальных цепочках поставок.
OEM-услуги по производству кованых фланцев включают изготовление строго по чертежам с использованием углеродистой, нержавеющей и легированной стали. Горячая и объемная штамповка сочетаются с механической обработкой на станках с ЧПУ, включая токарную обработку, фрезерование, сверление и шлифование. Комплекс услуг, включающий обработку поверхности, испытания, упаковку, логистику и пожизненную гарантию качества, предназначен для ответственных систем трубопроводов, энергетики, морского сектора и тяжелой промышленности. Мы предлагаем гибкие способы доставки и профессиональное сервисное обслуживание для глобальных проектов инженерно-технических закупок по всему миру.
HULK Metal производит кованые детали на заказ по точным чертежам заказчика, используя высококачественные материалы, такие как сталь, нержавеющая сталь, легированная сталь и алюминий. Наши методы производства включают горячую и холодную ковку, дополненную передовой обработкой на станках с ЧПУ, включая токарную обработку, фрезерование и шлифование. Мы предлагаем различные виды обработки поверхности, такие как цинкование и полировка. Наши детали поставляются для таких отраслей, как автомобилестроение, строительство, сельское хозяйство и энергетика, и проходят строгий контроль качества, что гарантирует исключительную производительность и долговечность. Упаковка и доставка осуществляются в соответствии со спецификациями клиента с предоставлением пожизненной гарантии качества.
Услуги OEM по закрытой штамповке охватывают полный цикл производства на основе чертежей заказчика с использованием стали, нержавеющей стали, легированной стали и алюминия. Процессы включают горячую штамповку, холодную штамповку и прецизионную закрытую штамповку с последующей токарной обработкой на станках с ЧПУ, фрезерованием, сверлением, шлифованием и полировкой. Разнообразные виды обработки поверхности, строгие химические и механические испытания, гибкая упаковка, глобальная доставка и пожизненная гарантия качества обеспечивают поддержку автомобильной промышленности, машиностроения, энергетики и других отраслей с высокими требованиями к серийному производству по всему миру.
HULK Metal предоставляет кованые компоненты по индивидуальному заказу, изготовленные в соответствии с вашими чертежами, с использованием таких материалов, как сталь, нержавеющая сталь, легированная сталь и алюминий. Мы предлагаем процессы горячей и холодной ковки, а также услуги по обработке на станках с ЧПУ, включая токарную обработку, фрезерование и шлифование. Наша продукция проходит строгие испытания на химический состав, механические свойства и качество поверхности. Мы также предоставляем различные виды обработки поверхности, варианты упаковки и гибкие методы доставки, обеспечивая пожизненную гарантию качества и отличное послепродажное обслуживание.
Компания HULK Metal предоставляет услуги OEM по изготовлению кованых деталей из нержавеющей стали, используя высококачественные материалы, такие как нержавеющая сталь марок 316, 316L, 304 и 304L. Наши процессы включают горячую и холодную ковку, а также обработку на станках с ЧПУ, что гарантирует точность и долговечность деталей. Мы предлагаем различные виды обработки поверхности, такие как гальванизация, пассивация и анодирование. Наша продукция применяется в автомобильной, машиностроительной, нефтегазовой и других отраслях, и мы обеспечиваем высочайший контроль качества, включая проверку химического состава, механических свойств и внешнего вида. Упаковка может быть индивидуальной, доставка осуществляется морским, воздушным или наземным транспортом.
Данная OEM-услуга ориентирована на изготовление поковок методом горячей штамповки по индивидуальным чертежам. Она объединяет горячую объемную штамповку, ЧПУ-обработку, обработку поверхности, контроль, упаковку и логистику под управлением системы ISO 9001. Поддерживается работа с различными сталями и алюминиевыми сплавами. Области применения охватывают автомобилестроение, строительную технику, сельское хозяйство, энергетику, железнодорожный транспорт и промышленное оборудование. Регламентированные испытания, гибкая упаковка и долгосрочные гарантии качества помогают заказчикам по всему миру более эффективно управлять затратами, сроками и рисками при закупках.
Этот OEM-сервис охватывает поковки из углеродистой стали, производимые строго по чертежам заказчика. Процессы включают горячую штамповку, холодную ковку и штамповку в закрытых штампах в сочетании с механической обработкой на станках с ЧПУ и отделкой поверхности. Области применения охватывают автомобилестроение, строительство, сельское хозяйство, энергетику, железнодорожный транспорт и промышленное оборудование. От проверки сырья, механических испытаний, упаковки и логистики до послепродажной поддержки — заводы по производству поковок из углеродистой стали обеспечивают стабильное качество, конкурентоспособную стоимость и надежную доставку для долгосрочного сотрудничества.
HULK Metal предоставляет кованые детали из легированной стали по индивидуальному заказу, изготовленные по вашим чертежам. Наши процессы включают горячую и холодную ковку, а также ковку в закрытых штампах с последующей обработкой на станках с ЧПУ (токарная обработка, фрезерование, шлифование и т. д.). Мы предлагаем ряд вариантов обработки поверхности, включая цинкование, пассивацию и анодирование. Наша продукция используется в различных отраслях, таких как автомобилестроение, строительство и энергетика. Благодаря надежной системе контроля качества мы гарантируем соответствие каждой детали вашим спецификациям — от состава материала до качества поверхности.
Компания HULK Metal может изготавливать детали из листового металла методом штамповки по вашим 2D или 3D чертежам и спецификациям. Мы работаем с такими материалами, как алюминий, сталь и нержавеющая сталь, используя различные процессы штамповки, резки и сварки. Мы также предлагаем индивидуальные решения по обработке поверхности, упаковке и контролю качества. Каждый заказ поддерживается нашими профессиональными техническими специалистами и специалистами по контролю качества, что гарантирует точность, стабильность и быструю доставку.
HULK Metal — опытный производитель изделий из листового металла, предоставивший высококачественные услуги OEM десяткам покупателей автомобильных запчастей по всему миру. Мы в совершенстве владеем передовыми процессами производства, такими как лазерная резка, штамповка, глубокая вытяжка, ротационная вытяжка, формовка раздачей и другие, располагая современным оборудованием и командой опытных рабочих. Мы строго соблюдаем стандарты управления качеством ISO 9001 и ISO 16949. Наша профессиональная техническая команда разработает комплексное решение в соответствии с вашими требованиями, чтобы повысить эффективность производства и минимизировать затраты при сохранении неизменно высокого качества продукции.
Мы работаем с листами и лентами из алюминия, стали и нержавеющей стали толщиной от 0,1 мм до 20 мм. Точность изготовления может достигать 0,001 мм.
Мы обеспечиваем комплексное послепродажное обслуживание, предоставляя вам полные гарантии качества. Вы можете с уверенностью доверить нам производство ваших заказов на автомобильные детали из листового металла.
В таблице ниже представлены наши производственные возможности.
Ниже приведены ключевые технические характеристики, отражающие комплексные производственные возможности HULK Metal. Мы обеспечиваем строгий мониторинг на каждом этапе — от выбора сырья до финишной обработки, гарантируя полное соответствие промышленным стандартам и вашим уникальным требованиям.
Для того чтобы штампованные детали из нержавеющей стали соответствовали мировым стандартам и вашим уникальным требованиям, мы в HULK Metal контролируем широкий спектр технических параметров. Ниже приведены основные спецификации, на которые мы опираемся при производстве продукции для автомобильной, строительной и бытовой отраслей.
В HULK Metal производство штампованных деталей для бытовой техники осуществляется в строгом соответствии с чертежами и техническими заданиями заказчика.
Медные штампованные детали производятся с использованием передовых технологий штамповки, что обеспечивает высокую проводимость, коррозионную стойкость и точность формовки. HULK Metal предлагает полный цикл услуг, включая штамповку, механическую обработку, обработку поверхности и инспекцию. Каждая партия изготавливается строго по чертежам и проходит тщательные испытания на соответствие стандартам заказчика. Упаковка, доставка и послепродажное обслуживание также настраиваются индивидуально для эффективной поддержки оптовых заказов.
HULK Metal предоставляет комплексные услуги по прецизионной штамповке металла — от проектирования до доставки готовой продукции. Мы работаем с алюминием, медью, сталью и различными сплавами, обеспечивая обработку материалов в широком диапазоне толщин и форм.
Благодаря сочетанию возможностей высокоточной штамповки, сварки и обработки на станках с ЧПУ, мы изготавливаем такие компоненты, как кронштейны, разъемы и крепежные элементы, полностью соответствующие самым строгим требованиям по допускам. Каждый параметр — от выбора сырья до финальной отделки поверхности — контролируется в рамках нашей строгой системы менеджмента качества.
HULK Metal производит Металлические Штампованные Детали на Заказ в строгом соответствии с вашими чертежами и техническими требованиями. Каждый этап — от выбора материала и обработки поверхности до контроля качества и упаковки — осуществляется в рамках стандартов ISO 9001. Благодаря широкому выбору металлов и прецизионным процессам штамповки, мы поставляем Изготовленные на Заказ Штампованные Детали, которые отвечают самым строгим промышленным стандартам, обеспечивая высокую точность, стабильность характеристик и долговечность.
Компания HULK Metal предоставляет полный спектр услуг по штамповке металла на заказ в соответствии с чертежами и требованиями заказчика. Мы можем обрабатывать различные сырьевые материалы, такие как алюминий, сталь, медь и их сплавы, для изготовления прецизионных деталей, включая кронштейны, соединители, крепежные элементы и опоры. Каждый этап производства, от штамповки и обработки на станках с ЧПУ до финишной обработки поверхности и упаковки, строго контролируется для обеспечения стабильного качества и повышенной долговечности в строительных целях.
Параметры штампованных деталей из углеродистой стали отражают наши технические возможности и строгие стандарты производства. Компания HULK Metal изготавливает каждую деталь строго в соответствии с чертежами или образцами заказчика, обеспечивая однородность материала, точность размеров и превосходную обработку поверхности. Мы предлагаем изготовление на заказ из углеродистой, нержавеющей или легированной стали с использованием различных процессов штамповки, механической обработки и отделки для удовлетворения различных требований применения.
Компания HULK Metal производит штампованные детали из латуни строго в соответствии с чертежами и спецификациями. От выбора материала до контроля качества, каждый процесс тщательно контролируется для обеспечения стабильной точности и долговечности. Наши услуги по штамповке латуни включают формовку, механическую обработку, обработку поверхности и упаковку. Благодаря современному штамповочному оборудованию и комплексной системе обеспечения качества, HULK Metal может эффективно производить штампованные детали из латуни, соответствующие международным стандартам.
Металлические штампованные детали от HULK Metal изготавливаются строго в соответствии с чертежами и техническими требованиями. Мы можем обрабатывать листовой металл, профили, полосы и трубы из таких материалов, как сталь, алюминий, медь и их сплавы. От штамповки, сварки и резки до обработки на станках с ЧПУ и финишной обработки поверхности — каждый этап точно контролируется для обеспечения долговечных и высококачественных компонентов для различных промышленных применений.
Компания HULK Metal производит штампованные металлические детали для автомобильных аксессуаров строго в соответствии с чертежами заказчика и техническими требованиями. Наши заводы используют различные материалы, методы обработки поверхности и передовые процессы штамповки для получения сложных форм с неизменной точностью. От прототипа до серийного производства каждый заказ выполняется в соответствии со стандартами ISO 9001, что гарантирует стабильность, производительность и внешний вид, отвечающие потребностям автомобильной промышленности.
Компания HULK Metal предоставляет полный спектр услуг по OEM-производству деталей из листового алюминия, изготовленных методом штамповки, предлагая гибкие решения на основе 2D-чертежей, 3D-моделей или образцов заказчиков. Мы можем обрабатывать различные алюминиевые сплавы и выполнять множество операций, таких как штамповка, резка, гибка и обработка поверхности. Каждая деталь проходит строгий контроль качества для обеспечения неизменной точности, прочности и внешнего вида перед упаковкой и отгрузкой.
Компания HULK Metal предлагает штампованные алюминиевые детали различной толщины, размеров и марок сплавов, что позволяет удовлетворить сложные производственные требования. Мы можем штамповать алюминиевые листы толщиной от 0,1 до 2 мм, используя современное оборудование и изготовленные на заказ штампы. Каждая изготовленная на заказ алюминиевая деталь производится под строгим контролем технологического процесса, что гарантирует точность, прочность и коррозионную стойкость, соответствующие стандартам различных промышленных применений.
Наши алюминиевые детали, обработанные на ЧПУ, производятся в строгом соответствии с чертежами и включают в себя изделия из алюминия и других распространенных металлов, обеспечивая гибкость формообразования и полный цикл механической обработки. Виды поверхностной обработки и методы контроля подбираются исходя из конкретных условий применения. Детали предназначены для использования в силовых передачах, гидравлических системах и несущих конструкциях. Интегрированные процессы упаковки, логистики, контроля качества и послепродажной поддержки гарантируют стабильность поставок, надежность эксплуатационных характеристик и долгосрочное обеспечение качества для промышленных заказчиков, предъявляющих высокие требования к сложности геометрии и строгости соблюдения допусков.
HULK Metal производит автозапчасти с ЧПУ строго по чертежам заказчика, используя чугун, сталь, нержавеющую сталь, легированную сталь и алюминий. Наши процессы включают прецизионную токарную и фрезерную обработку, сверление, шлифование, развертывание и полировку с последующей обработкой поверхности, такой как анодирование, цинкование или порошковое окрашивание. Детали проходят строгие испытания на химический состав, механические свойства, размеры и качество поверхности. Мы предлагаем индивидуальную упаковку и глобальную доставку морским, воздушным или наземным транспортом — с пожизненной гарантией качества и полной послепродажной поддержкой.
Наша продукция, изготовленная методом высокоточной механической обработки для сельскохозяйственной техники, поставляется строго в соответствии с чертежами, с использованием чугуна, стали, нержавеющей стали, легированной стали и алюминия. Технологические процессы включают литье, ковку, штамповку, экструзию, а также токарную, фрезерную, сверлильную, шлифовальную и полированную обработку на станках с ЧПУ. Многочисленные виды обработки поверхности, полное тестирование размеров и материалов, гибкая упаковка, глобальные варианты доставки и пожизненная гарантия качества обеспечивают надежную работу трансмиссионных, гидравлических, двигательных, конструкционных, износостойких и изготовленных на заказ компонентов сельскохозяйственной техники в различных областях применения по всему миру.
Компания HULK Metal производит детали для велосипедов, изготовленные на станках с ЧПУ из алюминия, стали, нержавеющей стали, легированной стали и железа, точно по вашим чертежам. Наши процессы включают токарную, фрезерную, сверлильную, шлифовальную и полированную обработку на станках с ЧПУ, а также литье, ковку и штамповку при необходимости. Мы обрабатываем такие важные компоненты, как шатуны, втулки, кронштейны тормозов и звездочки, а затем наносим финишное покрытие, например, анодирование или порошковую покраску. Каждая деталь проходит строгую проверку размеров, состава материала и качества поверхности. Упаковка и доставка полностью настраиваются, обеспечивается пожизненной гарантией качества и оперативной послепродажной поддержкой.
Компания HULK Metal изготавливает фланцы на заказ в точном соответствии с вашими чертежами, используя такие материалы, как углеродистая сталь, нержавеющая сталь, легированная сталь, чугун и алюминий. Мы предлагаем полный спектр услуг по обработке на станках с ЧПУ — токарную обработку, фрезерование, сверление, шлифовку и многое другое, а также ковку и прецизионную чистовую обработку. В ассортименте фланцы различных типов: приварные, накладные, глухие, резьбовые и с раструбной сваркой. Каждая деталь проходит строгий контроль: химический состав, механические свойства, точность размеров и качество поверхности. Доступны такие виды обработки поверхности, как гальванизация, пассивация или полировка. Упаковка и логистика разрабатываются с учетом ваших потребностей, а пожизненная гарантия качества и оперативная послепродажная поддержка обеспечивают высокое качество продукции.
Наши OEM-возможности по изготовлению стоек для грифов и дисков ориентированы на высокоёмкие системы хранения для коммерческих помещений. Мы применяем сталь толстого листа и прецизионную лазерную резку, обеспечивая идеальное выравнивание держателей для дисков и втулок для грифов. Благодаря интеграции роботизированной сварки и многоэтапной обработки поверхности мы производим прочные, коррозионно-стойкие стойки, выдерживающие высокие механические нагрузки в фитнес-центрах с интенсивным потоком посетителей.
Данный OEM-сервис специализируется на производстве J-образных крюков и J-чаш для силовых рам, изготовленных в соответствии с чертежами заказчика. Используя листовую сталь или нержавеющую сталь, производство сочетает в себе штамповку, гибку, сварку, обработку на станках с ЧПУ и финишную отделку поверхности. Для усиленных конструкций доступны литье и горячая штамповка. Различные варианты отделки, процессы контроля, гибкая упаковка и варианты доставки обеспечивают бесперебойные оптовые закупки, стабильность долгосрочных поставок и неизменные эксплуатационные характеристики продукции для международных брендов фитнес-оборудования, оптовиков и дистрибьюторов.
HULK Metal предоставляет OEM-услуги по производству экструзионных профилей для фитнес-оборудования строго в соответствии с чертежами заказчика, включая профили, трубы, полосы и формованный листовой металл. Наши заводы осуществляют экструзию, сварку, резку, ЧПУ-обработку, литье, ковку, поверхностную обработку, контроль и упаковку в рамках единого скоординированного процесса. Широкий выбор материалов, контролируемые допуски, проверенные механические свойства, гибкая упаковка и глобальные методы доставки обеспечивают стабильные оптовые поставки с долгосрочной гарантией качества для международных OEM-покупателей и их проектов по всему миру.
Наши услуги по производству держателей для блинов на заказ строго основаны на чертежах заказчика и требованиях к серийному производству. Мы работаем с железом, сталью, нержавеющей сталью и алюминием, используя штамповку, сварку, резку, обработку на станках с ЧПУ, литье, ковку и полный комплекс процессов обработки поверхности. Мы поддерживаем различные типы и варианты отделки стоек, обеспечиваем полную проверку качества, упаковку, логистику и долгосрочную гарантию качества, чтобы гарантировать стабильные и повторные поставки для международных покупателей спортивного оборудования.
Детали для фитнес-оборудования изготавливаются строго по чертежам, включая листовой металл, профили, трубы и полосы из железа, стали, нержавеющей стали и алюминия. Производство включает в себя штамповку, сварку, резку, обработку на станках с ЧПУ, литье, ковку и обработку поверхности. Детали поставляются для кардиотренажеров, силовых тренажеров и конструкционных устройств, с полным контролем качества, гибкими вариантами упаковки, глобальными способами доставки и долгосрочной гарантией качества для крупных заказов OEM.
Данная услуга OEM включает в себя изготовление деталей для тренажеров по чертежам заказчика с использованием профилей из листового металла, труб и прецизионной механической обработки. Интегрированные процессы штамповки, сварки, литья, ковки и обработки поверхности осуществляются скоординированными заводами. По сравнению с поставщиками, использующими только один процесс, мы предлагаем более гибкий выбор материалов, более строгие стандарты контроля качества, а также более удобную упаковку и доставку. Услуга подходит для изготовления несущих конструкций, силовых элементов, кабельных систем, регулировочных деталей и металлических узлов, связанных с безопасностью, с возможностью поставок по всему миру.
Наши детали для тренажеров изготавливаются из железа, стали, нержавеющей стали или алюминия с использованием штамповки, сварки, ЧПУ-обработки, литья и ковки. Мы производим структурные и функциональные компоненты для рам, скамей, тренажеров и аксессуаров. Каждая деталь проходит химические, механические и размерные испытания. Варианты отделки поверхности включают порошковое покрытие, анодирование или необработанную черную поверхность. Продукция надежно упаковывается, поставляется по всему миру и обеспечивается пожизненной гарантией качества и полной послепродажной поддержкой.
Наши услуги по изготовлению компонентов для тренажерных залов на заказ (OEM) превращают ваши технические чертежи в прочные, готовые к сборке детали — без догадок и посредников. Мы работаем с листовым металлом, трубами и конструкционными профилями из стали, железа, нержавеющей стали или алюминия. Будь то J-образные крюки, рамы скамеек или кронштейны для тросовых тренажеров, мы штампуем, свариваем, куем или обрабатываем их в соответствии со спецификацией. Поверхностная обработка? Порошковая покраска, анодирование, пескоструйная обработка — все, что угодно. Каждая партия проходит полный контроль качества, осуществляется доставка по всему миру и предоставляется пожизненная поддержка.
Мы производим стойки для штанги на заказ в строгом соответствии с вашими чертежами. Наши заводы работают с листовым металлом, профилями, полосой и трубами из чугуна, стали, нержавеющей стали или алюминия. Технологические процессы включают штамповку, сварку, обработку на станках с ЧПУ, лазерную резку, литье и ковку. Ассортимент варьируется от силовых рам до настенных систем. Доступны различные виды финишной обработки поверхности, такие как порошковое окрашивание или анодирование. Каждая деталь проходит химические, механические и размерные испытания. Упаковка и глобальная доставка полностью настраиваются под требования заказчика, а на все заказы предоставляется пожизненная гарантия качества.
OEM-услуги HULK Metal по производству стоек для тренажерных залов охватывают все основные методы производства: штамповку, сварку, лазерную резку, обработку на станках с ЧПУ, ковку и литье. Мы работаем со сталью, чугуном, нержавеющей сталью и алюминием для создания силовых рам, стоек для приседаний, полурам, настенных стоек и рам для функционального тренинга. Варианты отделки поверхности включают порошковую покраску, анодирование и пескоструйную обработку. Все детали проходят строгую проверку размеров и механических свойств. Благодаря гибкой упаковке и международной доставке мы поставляем индивидуальные комплектующие для стоек, которые точно соответствуют вашим спецификациям — более надежно и по более выгодной цене, чем большинство поставщиков из Китая.
HULK Metal производит силовые рамы по индивидуальным заказам из чугуна, стали, нержавеющей стали и алюминия, используя листовой металл, профили, трубы и полосы. Наши технологические процессы включают штамповку, обработку на станках с ЧПУ, сварку, литье и ковку. Мы предлагаем полноразмерные рамы (full cages), полурамы (half racks), настенные, складные модели и многофункциональные станции. Варианты отделки поверхности варьируются от порошкового покрытия до необработанного черного металла (raw black). Каждая деталь проходит химические, механические и геометрические испытания. Упаковка и глобальная доставка полностью адаптируются под ваши логистические потребности.

HULK Metal производит широкий ассортимент монтажных зажимов (Come Along Clamps) с различной грузоподъемностью, зевом губок и вариантами отделки поверхности для работы с самыми разными проводниками. Наши модели подходят для медного и алюминиевого кабеля, проводов типов ACSR (сталеалюминиевых), ACSS, AAC, ABC, голых медных кабелей, стальных оттяжек и многих других. Каждый зажим проходит прецизионную ковку и испытания на соответствие международным стандартам, что гарантирует безопасность, долговечность и стабильную работу в сложных проектах по прокладке линий электропередач и кабельных сетей.
Натяжные зажимы HULK Metal доступны с различными показателями нагрузки, диаметрами кабеля и вариантами отделки поверхности для соответствия самым разным задачам. В нашем каталоге представлены зажимы для меди, алюминия, сталеалюминевых проводов (ACSR), оттяжек и стальных канатов. Каждое изделие спроектировано для обеспечения высокой удерживающей способности, безопасности и эффективности. Благодаря детальным спецификациям и четкой маркировке оптовые покупатели могут легко подобрать подходящие монтажные зажимы для своих проектов.
Этот мощный инструмент для протяжки проволочного троса предназначен для широкого спектра кабелей и канатов, включая медные, алюминиевые, сталеалюминиевые (ACSR), термостойкие (ACSS), полностью алюминиевые (AAC), самонесущие изолированные (ABC), оттяжки, колючую проволоку и контактные провода. Изготовленный из высокоэффективной легированной стали с оцинковкой, он обладает отличной коррозийной стойкостью.
Компания HULK Metal предлагает полный ассортимент стальных кабелеукладчиков, подходящих для кабелей различных диаметров и нагрузок. Наши модели рассчитаны на диаметры проволоки от 2,03 мм до 45,7 мм и обеспечивают безопасную рабочую нагрузку от 1500 до 20000 фунтов. Каждый кабелеукладчик проходит строгий контроль качества, гарантирующий прочность, точность и стабильную работу зажима для длительного промышленного использования.
Зажимные устройства для кабелей HULK Metal выпускаются в различных размерах и с разной обработкой поверхности, чтобы удовлетворить разнообразные потребности проектов. Изготовленные из прочного ковкого или высокопрочного чугуна и покрытые горячим цинкованием, двойным цинкованием, порошковой краской или черным покрытием, они обеспечивают длительную эксплуатацию. Каждая модель разработана для конкретных размеров труб, обеспечивая надежную грузоподъемность, превосходную коррозионную стойкость и совместимость с различными типами кабелей для безопасной и эффективной работы.
Захват для стальных тросов изготовлен методом высокоточной ковки из высокопрочной легированной стали, что обеспечивает исключительную прочность и грузоподъемность. Компания HULK Metal производит различные конструкции для тросов из разных материалов. Модели с прямыми зажимами имеют более мягкие губки для дополнительной защиты и превосходного захвата, в то время как модели с перевернутыми зубьями обеспечивают более прочное зажимание для более твердых стальных тросов, предотвращая проскальзывание и повреждение поверхности.
У нас есть 8 типов зажимных устройств для алюминиевых кабелей на выбор. Информацию о грузоподъемности, коде и изображениях товаров можно найти в таблице ниже. Вы также можете нажать кнопку справа от изображения, чтобы загрузить их напрямую.
У нас есть 4 типа зажимов для проводников ABC на выбор. Информация о грузоподъемности, диаметре ABC, коде и изображении товара представлена в таблице ниже. Вы также можете нажать кнопку справа от изображения, чтобы загрузить их напрямую.
Канатные захваты проходят строгий выборочный контроль перед отправкой с завода. Каждая партия продукции соответствует требованиям к применению. Мы располагаем полной цепочкой поставок, чтобы предоставлять вам более внимательное обслуживание и продукцию более высокого качества.
Наш зажимной инструмент для проволоки имеет два типа зажимов для работы с более широким спектром проволоки. Некоторые модели также оснащены боковыми панелями, предотвращающими выскальзывание проволоки сбоку во время натяжения. Вы можете выбрать более подходящий вариант, исходя из таких факторов, как тип проволоки, диаметр проволоки и сценарий использования.
Компания HULK Metal может предложить вам широкий выбор захватных устройств. Вы можете выбрать наиболее подходящую модель в зависимости от диаметра, натяжения и других параметров троса, а также требований к повреждению контактной поверхности.
Заводы, специализирующиеся на литье по газифицируемым моделям, обычно включают в себя цеха по изготовлению моделей, литейные цеха, центры ЧПУ-обработки и участки финишной отделки. Эти подразделения тесно взаимодействуют друг с другом, чтобы поставлять высококачественные отливки с точными размерами и заданными характеристиками. Современное оборудование и опыт технических специалистов на таких предприятиях обеспечивают стабильную эффективность производства и надежность при реализации любых проектов.
Статьи, посвященные литью по газифицируемым моделям, охватывают такие темы, как преимущества процесса, подбор материалов, устранение распространенных дефектов, воздействие на окружающую среду и сравнение с другими методами литья. Эти информативные материалы помогают глубже понять технические нюансы и отраслевое применение, помогая производителям и заказчикам принимать обоснованные решения о внедрении решений на основе технологии ЛГМ.
Как ведущий поставщик услуг в сфере металлообработки, мы стремимся к тому, чтобы каждый клиент чувствовал полную уверенность и безопасность на всех этапах — от закупки до реализации. Мы помогаем партнерам эффективнее раскрывать свой потенциал, непрерывно устанавливая новые стандарты качества продукции и сервиса.
Китай, Циндао, ул. Чуньян, 86, здание Интеллектуального парка А, офис 901, 266109
© 2025 HULK Metal Все права защищены. Все права защищены.